




 广告
广告





















































某型特种车用碟形弹簧道路试验故障研究
2019-08-29 14:47:13· 来源:GAF螺丝君 作者:张辉

某型特种车在上装与车架之间固定方式的选择上,除了采用传统的铆钉固定方式外,在靠近驾驶室的副车架前部位置还采用了碟形弹簧连接,以达到固定与减震的作用。1
某型特种车在上装与车架之间固定方式的选择上,除了采用传统的铆钉固定方式外,在靠近驾驶室的副车架前部位置还采用了碟形弹簧连接, 以达到固定与减震的作用。
1、碟形弹簧简介
碟形弹簧是用钢板冲压成形后,切削加工内孔和外圆,并经热处理、强压处理、防腐处理制成的截锥形压缩弹簧。与常规弹簧相比,碟形弹簧刚度大,能以小变形承受大载荷,适合于轴向空间要求较小的场合;同时具有变刚度的性质,可通过不同形式的组合满足一定范围的刚度变化。
碟形弹簧按其结构形式分为无支撑面和有支撑面两种(本文所指特种车采用无支撑面的碟形弹簧),按其厚度分为三类,按其外径D、压平时变形量h0和厚度t的比值D/t、h0/t分为三个系列。表1列出了在该型特种车上采用的碟形弹簧的技术数据。

碟形弹簧的导向采用导杆或导套,导向件和碟簧之间的间隙采用表2中的数值,优先采用内导向。

碟形弹簧的使用方式较为灵活,既可以单片使用,也可以多片组合使用。组合使用时碟形弹簧有叠合组合、对合组合和复合组合三种组合方式。该型车采用复合组合方式。
2、故障描述
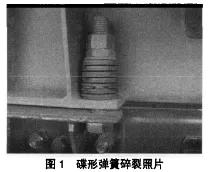
在试验过程中发现碟形弹簧碎裂的频率比较高,道路行驶里程1000km之内,共有l0片碟形弹簧碎裂。碎裂情况见图1。
3、故障分析
引起碟形弹簧碎裂的原因比较复杂,可以从以下几个方面进行分析研究。
3.1 安装方式方面
本车所用碟形弹簧在设计时采用的是复合组合方式,复合组合方式的受力、变形量和自由高度的计算公式为:
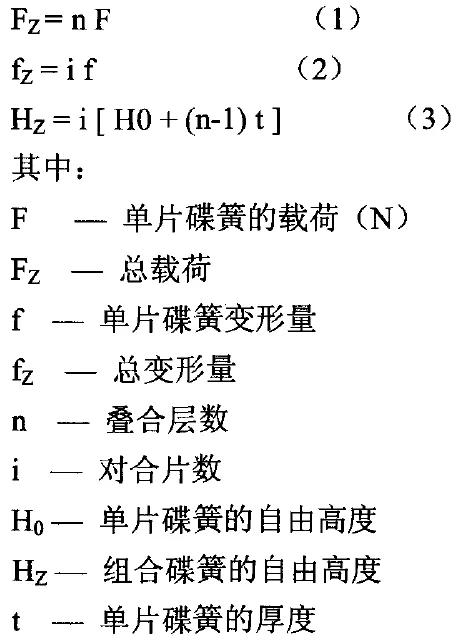
而单片碟簧载荷的计算公式为:

将样车所采用的碟形弹簧的技术参数代入公式(5),得:

样车碟形弹簧采取2层叠合的形式,因此n=2,代入公式(1)中,计算得:

在实际维修中发现,由于安装时的失误将复合组合方式变成了对合组合方式,在对合组合方式下碟形弹簧的受力公式为:
Fz=F fz=if Hz=iHO
采用对合组合方式时,碟形弹簧只有一层叠合,因此n=l, 由于总载荷不变,因此单片碟簧的载荷为21362N。
从计算结果可以看出,由于安装方式的错误致使单片碟形弹簧的载荷从设计时的15682N,增大至21362N,大大超出了碟簧的强度限值。在变形量f一定的条件下,对合组合方式所能承受的载荷比复合组合方式要小得多,如果在此基础上施加受到高频率、大强度的振动载荷作用,必然导致碟形弹簧频繁碎裂。
3.2 生产工艺方面
碟形弹簧对生产制造过程有严格、详细的规定。碟簧材料应采用60Si2MnA或50CrVA带、板材或锻造坯料制造,而不宜由棒料或其他形式的毛坯;必须冲压成形而不能直接机械加工成截锥形,以保证其承载能力;成形后必须进行热处理,即淬火、回火处理,淬火次数不得超过二次;其表面不允许有毛刺、裂纹、斑疤等缺陷;经热处理后的碟簧,其表面脱碳层的深度,对于不小于1.25mm的碟簧,不得超过其厚度的3%。
其最小值允许为0.06mm;碟簧应全部进行强压处理,处理方法为:一次压平,持续时间不小于12h,或短时压平,压平次数不小于5次,压平力不小于2倍的Ff=0.75h0,经强压处理后,自由高度应稳定;对用于承受变载荷的弹簧,内锥面推荐进行表面强化处理,例如喷丸处理等;根据需要,碟簧表面应进行防腐处理(如磷化、氧化、镀锌等)。
经电镀处理后的碟簧必须进行去氧处理,同时对承受变载荷作用的碟簧应避免采用电镀的方法。以上如果有任何一条没有达到工艺要求,则都有可能导致碟簧在使用过程中发生碎裂。
3.3 胶垫减振方面
在可靠性行驶试验里,每一种道路都使车辆受到独特的载荷输入。扭曲路作为典型试验道路的一种,在样车通过时会使车身、车架和悬架受到严重扭曲变形。
在试验中发现,原来起减震缓冲作用的橡胶垫片由于扭曲路的作用被挤出大梁与副梁之间的间隙,基本失去减振作用,同时导致两侧碟形弹簧受力不均匀,加剧了碟簧碎裂程度。
3.4 预拧紧度方面
碟形弹簧在安装时对螺纹拧紧度有严格要求,需要经过严格计算并在安装时严格遵照设计要求进行预拧紧。如果拧紧高度太低,弹簧被压缩的太紧,就失去了弹簧的弹性和减振的效果;而如果高度太高,则弹簧太松,也不能起到减振的效果。
在试验期间,通过比较不同的拧紧高度发现,与设计要求相差几毫米,便会造成碟簧不同程度的碎裂。因此碟形弹簧预拧紧高度是否严格遵循设计要求,也是造成碟簧碎裂的原因之一。
3.5 轴向间隙方面
碟形弹簧与导套、导杆或导向件之间的间隙要严格控制。经过测量,在该型车上,螺栓与碟形弹簧之间的实际间隙是技术要求的2倍。由于间隙过大,导致碟形弹簧在安装上之后相对于纵向轴线方向左右移动,各组碟形弹簧不能在一个轴线上,导致受力不均匀,因此也是频繁碎裂的原因之一。
4、结 论
本文对某型特种车车架上安装的碟型弹簧及其在道路试验过程中发生的故障进行了介绍,从不同方面研究了故障原因,设计人员参考上述研究结果,对该车碟形弹簧进行了质量改进,从后续试验结果看,原因分析正确,对提高使用可靠性起到了参考作用。






最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
