




 广告
广告





















































普信®声学院:确保NVH品质的车辆下线声学测试与检定方法
2020-03-10 00:47:10· 来源:Prosynx

昨天识别车辆内部令人不安的噪声源的标准方法是试驾,由驾乘人员确定汽车是否正常。但是,这种方法有几个缺点:试驾人员的测试主观性,所需的时间和测试行程较长
识别车辆内部令人不安的噪声源的标准方法是试驾,由驾乘人员确定汽车是否正常。但是,这种方法有几个缺点:试驾人员的测试主观性,所需的时间和测试行程较长,汽车损坏的风险以及随之而来的很高的成本。我们提供了各种方法和技术,用于在车辆制造过程中终端测试期间检定声学问题,包括全自动和半自动化的方法和技术。
一种方法是利用喷阀在要测试的汽车上移动,将空气吹到汽车上,以模拟行驶过程中的气流。阀口在关键点停下,声学测量系统记录了车内每个麦克风的声学频谱,并将其与参考频谱进行比较。另一种方法是在风洞中使用类似的测量系统,从而获得更多参数,例如:可以应用不同的吹气角度。第三种方法是结合声音源使用手持式声学相机。
我们提出了一种结合这些方法的过程,以便在最终车辆下线质量保证控制期间检测、定位和解决车辆中的声学问题。
介绍
如今,设计和监控汽车的声音品质已纳入汽车制造商的重要研制流程。由于发动机的噪音衰减功能正在改善,而具有静音引擎的电动汽车变得越来越有吸引力,现在,预期的声学设计比轿车内部的引擎声音能给予驾乘人员更深的印象。因此,至关重要的是在生产线末端监控每辆组装汽车的噪声质量。
除轮胎噪音外,气流以一定速度撞击汽车外表面,在行驶超过一定速度时,汽车内部会产生明显的声音。密封条上的泄漏(例如门和A柱之间的泄漏)或暴露在气流中的松散外部零件会扰乱汽车周围的设计气流,并引起特征性的噪音,例如啸叫或吱吱、嘎嘎和咔咔等异响声。
为了确保在组装好的车辆中不存在这种意想不到的和可避免的噪声源,几种方法是可行的。试驾的经典方法具有主观性,难以复制,耗时且隐含着高成本以及损坏汽车的风险,几乎不可能实现自动化。
因此,需要更自动化和更安全的方法。要求是将系统无缝集成到生产线中作为生产线末端测试。整个测试必须非常快,并且不能成为制造过程的瓶颈。声学检查必须在封闭的车门内进行,并且必须根据先前的要求非常迅速地安装和拆卸。
如果发生故障,准确、快速、轻松且可靠地确定故障的位置至关重要。此步骤不应干扰生产过程。因此,它根本不应该占用生产系统,或者不应占用很长的时间。为了实现这一目标,我们打算介绍可结合全向声源处理各种声学环境的声学相机的应用。
在本案例中,我们展示了完整的工作流程和原理,从在风洞或喷阀中测量汽车到利用先进的声学设备调查发现的问题。
END-OF-LINE测试台
这种测试台的两种不同方法是风洞或喷嘴阀。在这两种情况下,声学测试设备都放置在要测试的车辆内部,并且从技术角度来看基本上是相同的,而测试程序及其准备工作却不同。
声学装备
该系统主要由两部分组成:车内的麦克风组以及车外的数据采集和分析系统,后者还负责处理原始数据,并通过OPC服务器与测试台控制单元进行交互,执行由测试台触发的声学测试,并通知系统测量结果是“正常”还是“不良”,或者是否发生任何类型的错误。此外,它可以将测量数据提供给内部工厂数据库。基于PC的分析系统安装在测试舱壁的内部。

图1:所开发的无线麦克风。麦克风盒是MTG的MK255驻极体盒。前置放大器的设计功耗非常低,发送器是6号线XD-V75数字无线系统的发送器组件。整个装置与一个电池组一起工作8小时(一个工作班次)。
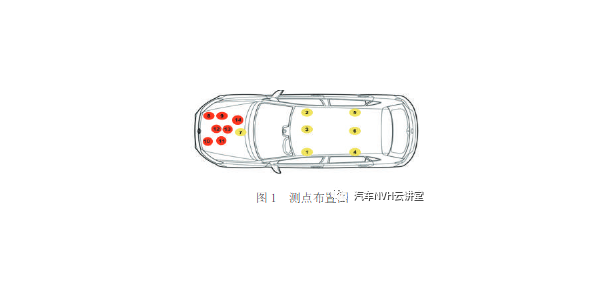
提供各种换能器阵列配置,并可以适应客户需求。通常,麦克风安装在门上,一整套包括八个麦克风,每个门两个。为了快速安装麦克风,每个门支架上将两个麦克风连接在一起(图2)。

图2:在前门(左和右)测量的两个麦克风(红色圆圈)的门支架。
为了避免从采集系统到麦克风的任何电缆妨碍安装步骤,必须要有稳定、可靠的无线信号传输。我们通过匹配的麦克风,前置放大器和无线发送器-接收器组合来满足这些具有挑战性的要求。 我们将预极化的驻极体1/2英寸麦克风盒(MTG的MK255)与专门设计(由德国SINUS制造)的低功耗前置放大器相结合,适用于发送器及其低功耗输出。“XD-V75数字无线”信号传输系统(发送器/接收器)不对传输信号进行任何压缩或滤波;这是强制性的,以便对接收信号进行可靠的频率分析。这种发送器-传感器设置的功耗非常低:在需要更换发送器电池之前,它能够工作8小时(一个典型的工作班次)。

图3:声学通信设置的框图。无线麦克风通过2.4 GHz加密,无滤波器的无线电链路将其信号发送到接收器。接收器安装在SwingStation旁边,其信号通过电缆传输到内部的Apollo卡。整个设置已被修改并调整为产生非常低的辐射输出,从而避免干扰工厂的任何其他WLAN基础架构。
信号接收器通过端子支架连接到我们的Apollo-PCIe卡(在本案例中为8通道),该卡安装在工业PC内。它配备有不间断电源(UPS),以在出现突然断电的情况下保持恒定的电源并平稳地暂停测量系统(图3)。
风洞

图4:LTG Airtech Systems AG5为布拉迪斯拉发的大众工厂建造的风洞(VAF 2240)方案。在测量室上方的楼层中产生了风,这使整个结构非常紧凑。
风洞的优势在于它可以产生非常接近实际驾驶情况的气流。如果装有转盘,则可以在不同的风入射角下对汽车进行测试。我们配备了声学设备的风洞是由LTG Airtech Systems AG设计和建造的。该装置是典型的风洞,除了将风力发生装置(风扇、消音器和空气加热器)放置在测量室上方,还将要检查的汽车放在转盘上,并朝着排气喷阀旋转90°。系统使用的典型风速约为140 km / h(最大160 km / h)。
实施这种风洞所需的大量空间以及高昂的成本使得某些制造场所无法进行安装,因此,另一种节省空间的方法是必要的。
喷嘴阀
保时捷3发明了一种不需要风洞那么大空间的装置,并对此进行了描述。这个想法是通过喷嘴阀将气流施加到要测试的汽车的某些零件上。为此,喷嘴阀口在车辆上方移动并停在预定位置。

图5:与汽车有关的气流控制部件的图纸(背景中的机舱)。红色箭头显示了枢轴喷嘴的可能位置,以将气流从任何必要的方向施加到轿厢表面。
整个测试台安装在尺寸紧凑的机舱中,风力被放置在机舱屋顶的外面。如在风洞中一样,使用的典型风速约为140 km / h。
一体化测试程序
在这两种情况下,PLC都会控制整个测试过程。工厂可以运行OPC服务器,该服务器将车辆信息传送到PLC,例如型号和序列号,或者用户手动输入这些参数。对于喷嘴阀口,PLC必须知道车辆的尺寸和喷嘴的测量位置(在配置步骤中定义)。 因此,PLC控制喷漆房的大门,喷嘴的角度和位置以及气流。 对于风洞,不必知道喷嘴参数和轿厢尺寸。 从这个角度来看,风洞更容易设置,因为它没有太多不同的测试参数。
此外,PLC为声学子系统提供所有必要的信息,以便根据汽车ID选择正确的触发设置。它为已达到子系统测量条件的状态而相应设置,即喷嘴阀处于正确位置或风洞达到最高速度时。 通常,PLC在自动模式下运行,但也可以在手动模式下使用它,以调整测量位置,对故障状态做出反应或使用测试台进行故障调查。
测试与分析工作由SAMURAI软件完成。它读取Apollo-PCIe卡接收到的声学数据,并对每个通道执行实时1/3倍频程、1/48倍频程或FFT分析。随后,将这些频谱与参考频谱进行比较,并据此生成触发事件(例如,测量的频谱是否在公差范围内)。通常,对于喷嘴阀方法,不同的参考频谱数是喷嘴阀位置数乘以麦克风数。由于风洞中只有一个位置,因此在这种情况下,每个麦克风只有一个参考频谱,这在设置整个测试台时也有很大的不同。

图6:左-分别在前门左侧(绿色)和右侧(蓝色)测得的“OK”和“notOK”频谱的典型A加权1 /24n倍频程频谱。红色和黑色显示了两个类似的手动生成的参考频谱,但具有不同的偏移量。在此案例中,红色圆圈标记了测量频谱与参考频谱交叉的区域。它将产生一个触发事件,表明已超过上限,因此右前门的测试将失败。右-典型的SAMURAI显示屏显示包括参考频谱在内的8个通道。
风洞和喷阀之间的另一个区别是将汽车带入测量室所需的工作量。与风洞相比,喷嘴阀更容易操作:要测试的车辆从一侧进入测试台,在另一侧退出,这为这种方法在过渡阶段节省了时间,并且整个安装可以更容易地集成到组装/最终测试线中。但是,对于每次测量而言,喷嘴阀需要在一定的时间内在不同的位置移动和停止,这就意味着该时间的好处将减少。在两种情况下,安装麦克风的时间是相同的:这可以在几秒钟内完成。
因此,这两种方法都有其优点和缺点,很难评价哪一种更好。两者都易于自动化,并且可以集成到对时间要求严格的生产过程中。
故障定位
如果声学最终测试没有成功通过,则可能意味着工厂在生产中或供应商的供应零件方面存在一些问题。如果不迅速发现,这将花费数百万欧元。因此,至关重要的是迅速而准确地定位故障,以便能够消除其根本原因。如果声学相机满足某些要求,它可能是完成此任务的理想工具:它必须轻巧且具有足够小的尺寸,以便可以在汽车中轻松操作,但是可能的频率范围(通常由阵列尺寸决定)必须足够宽,以涵盖所有敏感和所关注的噪声类型。另外,它需要使用在整个频率范围内具有合理动态范围和高分辨率的鲁棒算法。
AC100完全满足了这些要求(图7)。典型的测量程序是在车内将摄像机重新启动喷阀或风洞测量。通过自动分析故障测试的频谱,操作员可以知道故障的大致位置,并可以专注于车辆的那一部分。

图7:AC100和连接的平板电脑用作手持式声学相机-汽车的外部(左侧)和内部(右侧)。
整个过程也可以在车外进行。在这里,稳健的自适应波束形成算法的非常有效的噪声抑制可以显示出其与其他算法相比的优越性,并使相机也可以在非常响亮和回荡的环境中使用。
泄漏检测的第二种方法是使用放置在车内的全向声源(图8)。摄像机记录是从外部进行的,因此对于我们的系统而言,不需要专用的环境。除了自适应波束形成具有最高的分辨率这一事实外,还可以通过使用超声波来提高此测量的分辨率:这还具有另一个优势,即整个测量过程不会受到常见声源或它们的反射的干扰,该声源可能接近于测量,反之亦然,汽车中产生的声音不会干扰周围环境。

图8:照片显示了在测试过程中使用的全向声源及其放置位置。
应用-泄漏检测

图9:车外测量结果。声源(图8)位于内部。左上方:在车外记录的频谱-激活源,有无泄漏。右上方:副驾驶员侧车门上的Audi A4,门密封处的少量人为泄漏。左下:AC100记录无泄漏。右下:AC100记录有泄漏。有趣的是,在这两种情况下,视镜都会发出超声波,这清楚地表明了汽车内部的泄漏路径。
在所示的案例中,我们使用了宽带白噪声超声源(20k–25kHz,图8),并从外部记录了有无故障的情况,同时激活了声源。我们准备了一些故障,例如门密封件泄漏(图9),车窗密封件泄漏(图10-左)和门松动关闭,从而保持细缝打开(图10-右)。所有图像均显示泄漏的精确位置,而不管泄漏是直线还是多个点源。

图10:记录的AC100图像(在车内激活了噪声源),左图:在车窗玻璃和其顶部密封之间准备好的泄漏处的噪声源分布,右图:由于副驾驶室门未关紧,噪声通过缝隙泄漏。
结果和讨论
我们已经安装并实施了一个声学测量系统,该系统已完全集成到风洞和喷阀测试台、工厂过程控制和IT基础架构中。它可以满足所有具有挑战性的要求,例如使整个测试过程保持尽可能短的时间,现在已成为保时捷和本特利工厂生产过程中最终质量保证和测试过程的重要组成部分。此外,对于最终测试故障的情况,利用AC100声学摄像机的小尺寸、高分辨率和强大算法,提出了一种快速可靠的程序来调查故障的根本原因,使用放置在车内的全向声源并从外面用AC100进行录音可以有效的来检定泄漏。
本案例提出的工作流程将有助于保持生产的汽车的高音质,并支持对发生的问题进行检定,而无需进行任何复杂的设置。
- 下一篇:NVH测试中频响函数的锤击法测试
- 上一篇:疲劳损伤谱(FDS)的基本原理



最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
