




 广告
广告





















































复合材料在汽车上的应用与技术发展
2020-05-04 22:57:13· 来源:EDC电驱未来

1 前言汽车轻量化是汽车节能减排的重要途径之一,复合材料,尤其是碳纤维复合材料以它的低密度、高性能、抗腐蚀等诸多优势而越来越受到汽车业的青睐,特别是新能
1 前言
汽车轻量化是汽车节能减排的重要途径之一,复合材料,尤其是碳纤维复合材料以它的低密度、高性能、抗腐蚀等诸多优势而越来越受到汽车业的青睐,特别是新能源汽车(电动汽车和混合动力汽车等),较重的动力电池使车辆的整备质量与传统汽油车相比,超重达10%以上,因此,对新能源汽车而言,汽车轻量化更为重要,当然碳纤维复合材料的成本高、制作周期长等对于汽车工业来说还是劣势,也是目前不能广泛应用在汽车上的主因,但随着技术的进步,在汽车上的应用也会越来越广。
2 复合材料及其性能
2.1 碳纤维(CF)及性能
碳纤维(Carbon Fiber,简称CF),学名是“聚丙烯腈基碳纤维”,是一种含碳量在95%以上的高强度、高模量的新型纤维材料,碳纤维是用聚丙烯腈(PAN:Poly⁃acrylnitrile)生产出来的。其最重要的技术工艺是:首先是在机械载荷和温度(250~300℃)控制下的材料拉伸处理,第二步是通过热解(温度~1 600℃,惰性气体气氛中)还原成石墨层(碳化,质量百分比的C含量为96~98%)。为进一步提高纯度和定向质量,可以进行石墨化处理步骤(温度>1 800℃)。能源密集型制造工艺使得碳纤维成本高,这也是迄今为止在汽车行业中通常只有在赛车或跑车中才使用的根本原因。最重要的特性是极低密度、高弹性模量和抗拉强度的组合,以及生产工艺产生的强烈各向异性,同样也反映在热膨胀特性上的沿纤维方向和垂直于纤维方向的极大差别,全面优化利用材料的这些特性,从而转化为汽车创新的轻量化方案,才是碳纤维材料在汽车上开发与应用的关键所在。碳纤维与其它纤维的性能比较见表1。
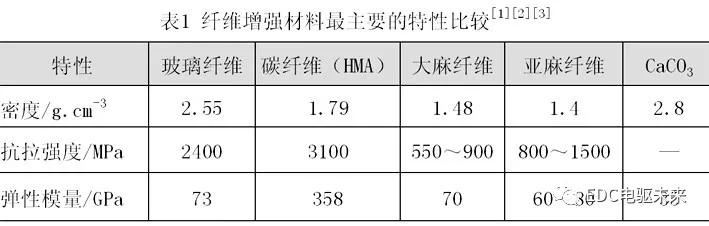
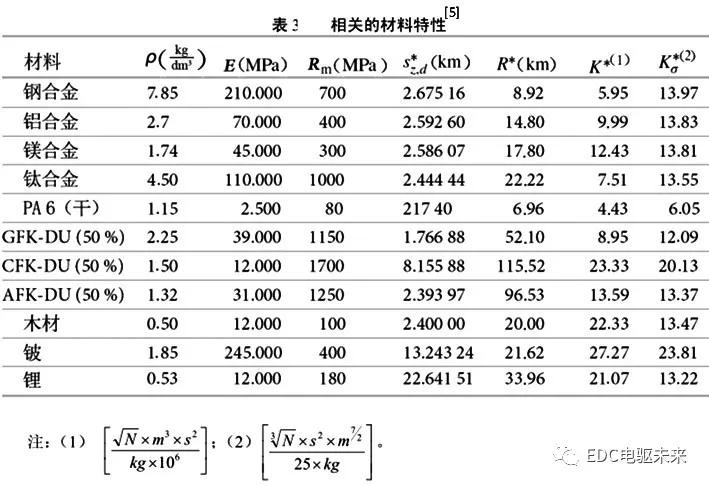
碳纤维按原料来源可分为聚丙烯腈基碳纤维、沥青基碳纤维、粘胶基碳纤维、酚醛基碳纤维、气相生长碳纤维;按性能可分为通用型、高强型、中模高强型、高模型和超高模型碳纤维;按状态分为长丝、短纤维和短切纤维。目前用量最大的是聚丙烯腈PAN基碳纤维,占市场的90%左右。对于聚丙烯腈基纤维和沥青基纤维,在制备碳纤维的“预氧化→碳化→石墨化→表面处理”工艺流程中,调整得到所需的特性。表2和表3给出了一些聚丙烯腈基纤维和沥青基纤维的特性。
2.2 纤维复合材料(FRP)及性能
(1)复合材料的轻量化潜力
纤维复合材料一般是指基体材料中嵌有纤维材料的组合。碳纤维多作为增强材料加入到树脂、金属、陶瓷、混凝土等材料中,构成复合材料。碳纤维已成为先进复合材料最重要的增强材料。纤维在很大程度上决定了复合材料的机械性能,例如:强度和刚度,只有在织物或无纺布中使用连续纤维(相对于零部件尺寸的纤维长度)才能实现高性能特性。基体材料传递力、支持纤维防止纵向弯曲、防止外部冲击。一般情况下,在汽车结构应用中会使用玻璃纤维、碳纤维和芳纶纤维增强材料。
纤维复合材料(纤维增强塑料),特别是能够承载高负荷的碳纤维复合材料(碳纤维增强塑料),与其它材料相比,具有最大的轻量化潜力和各种附加功能。很多应用实例已证明其能够比铝减轻20%的质量,比钢减轻60%的质量。见图1,复合材料本身是由嵌在基体中的尽可能满足负荷要求的增强纤维(主要是玻璃或碳)构成的。纤维的特性和方向使材料获得最佳的机械性能,而基体又有耐高温性和耐介质性。由于材料几乎是在零部件的制作期间形成的,因此很难通过最终在结构上的表现来确定纤维、基质和工艺技术之间非常复杂的关系和相互作用。其特性从本质上不同于金属材料。可根据纤维方向调整其特性(各向异性),此外,不会出现塑性变形且断裂伸长率极低。
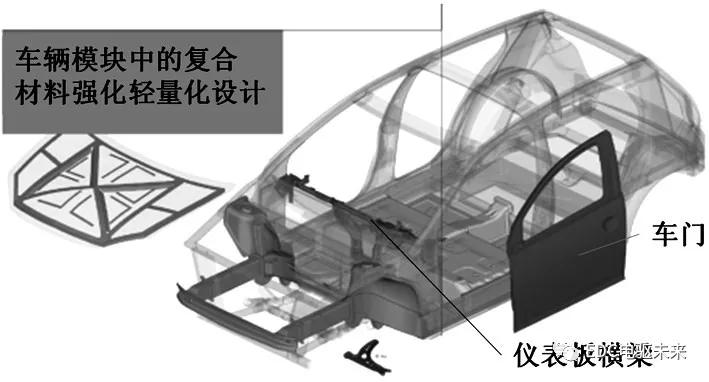
图1 不同材料的轻量化潜力
(2)复合材料的性能
在使用某种材料时,通过质量参数可了解在一个类似的结构下某一特定负荷类型减轻质量或增加质量。表4显示铝材的质量参数。所有大于1的值表示相应材料形成的结构比由铝制成的相同结构质量更轻。纤维增强塑料的值与束状结构和纤维方向有关,给出的值作为预选材料的参考值。在一定屈曲稳定性下,碳纤维增强塑料的压杆比相同结构的铝质压杆轻1.76倍,而玻璃纤维增强塑料材质的压杆则比铝棒重(1/0.82)倍。如果使用这些材料作为弹性元件(如轿车螺旋弹簧),则情况正好相反。在吸收能相同的情况下,玻璃纤维增强塑料材质的弹簧比铝质弹簧轻9.14倍,而仅比碳纤维增强塑料的弹簧轻2.29倍(在此例中,铝仅作为基准材料)。
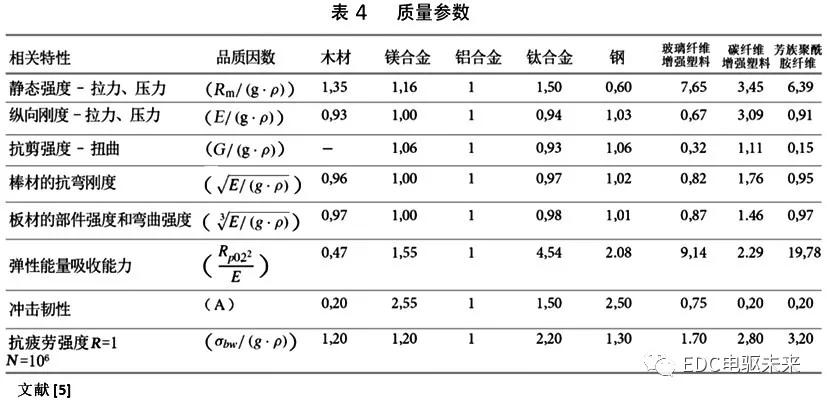
图2显示了各种纤维复合材料的质量特定属性与钢或铝的对比。这清楚地说明,通过使用碳纤维可以在极轻质量水平下实现强度和刚度方面的最高特性组合。与所考虑的金属相比,纤维增强复合材料显示出在可比刚度水平下更高的强度。

图2 纤维复合材料与金属材料的性能对比
纤维基体的粘附性与纤维复合材料良好的碰撞性能和能量吸收能力相关。通过在复合材料中形成许多界面,在负荷作用下也能相应地产生许多破坏位置或破坏表面。通过层压板内界面较多,可能在一个很小的空间中转换大量的能量。复合材料与钢和铝的能量吸收能力的对比(图3)表明,钢和铝制部件可吸收(15~25)kJ/kg的能量,而同等情况下纤维复合材料可吸收(70~100)kJ/kg,说明在汽车的被动安全方面,如果设计的好,复合材料的耐撞性能会优于目前应用最广的钢和铝材料。
对被动安全性方面的要求是主要的。密度约为1.3g/cm3时,碳纤维增强塑料具有最高的强度,因此具有最大的轻量化潜力。然而,问题是当断裂伸长率低于2%时,其延展性极低。这是因为碳纤维原则上只进行弹性变形,因此极脆易断裂。只有通过具可延展性的塑料基质,才可实现极温下的塑性变形,并吸收能量。热塑性基质工艺是趋势,这种工艺可以重复使用,因此不会对环境造成过大的负担。带热塑性基质的纤维复合材料能够更好地吸收事故发生时产生的能量,因为在撞车时其不会像热固性塑料那样出现脆性分层。就这方面来说,从碰撞视角来看,未来的纤维复合材料通常会加速实现极高的轻量化潜力。
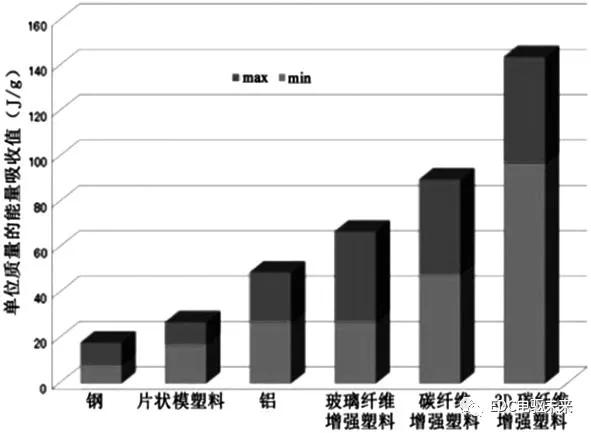
图3 纤维复合材料与金属吸能潜力的对比
3 CFRP在汽车上的应用与研究
3.1 在车身上的应用与研究
(1)车身上用CFRP的总概况
碳纤维复合材料的轻量化结构,首先在跑车的车身上开始应用,后来所有小批量OEM厂商生产的产品中都会采用这种大量使用碳纤维复合材料的轻量化方案。碳纤维复合材料的加工是一种手工加工工艺,且由于周期时间长,材料昂贵,因此多用于赛车、跑车或研究。奥迪通过R8 GT概念诠释了改进方法,提高了在车身区域应用碳纤维复合材料方面的认知。该车将平面碳纤维复合材料集成在现有的型材结构中,并努力使白车身的质量再减轻10%以上,如图4所示。
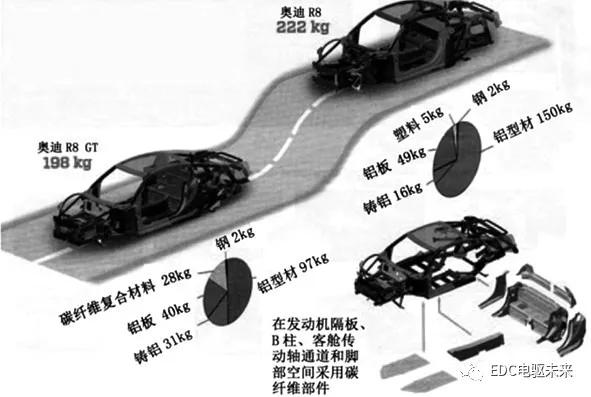
图4 奥迪R8 GT[6]
M.Goede博士的路线图(图5)试图在质量(轻量化潜力)上将材料与汽车制造的量产大小联系起来。该路线图反映出在考虑碳纤维复合材料和多材料设计(MMD)方法的前提下电动汽车较高的轻量化潜力。
研究欧洲车身年会的交流资料,把车身分成两组,一组是深度轻量化的车身(以铝或碳纤维为主体材料],另一组是一般轻量化车身(包括高强钢、热成形钢等),见图6。用横坐标表示车身的体积V(长X宽X高),纵坐标是车身的质量(重量),可以看出,铝和碳纤维对车身的轻量化有显著的作用,由2013 Alfa Romeo 4C Coupe(FRP)、2010 Lexus LFA(FRP)、2013 BMW i3(FRP)、2010 Audi A8(铝)、2013 Range Rover Sport(铝)、2012 Range Rover(铝)组成的深度轻量化的车身质量远低于其它车身的质量。以纤维和铝为主的深度轻量化车身质量与车大小的关系可表示为:Gs1=15.048Vs+68.88,其它一般轻量化车身(平均水平)表示为:Gsa=23.764Vs+81.703,两者的差值是:△Ga1=8.716Vs+12.8,也就是说纤维和铝为主材的深度轻量化车身比其它一般轻量化车身轻△Ga1=8.716Vs+12.8,(Vs是车辆的大小),车身轻量化材料与车身轻量化详见文献,这里不再详述。
图5 电动汽车多材料设计[MMD]趋势
图6 车身的轻量化统计图
对比近10年的欧洲车展中车身材料的构成,按纤维复合材料占比的多少进行排队,如图7所示,不论是小批量的跑车,还是大批量的一般乘用车,宝马i3的碳纤维占比都是领先的,也是碳纤维在汽车上应用的成功范例。
(2)宝马汽车的复合材料应用
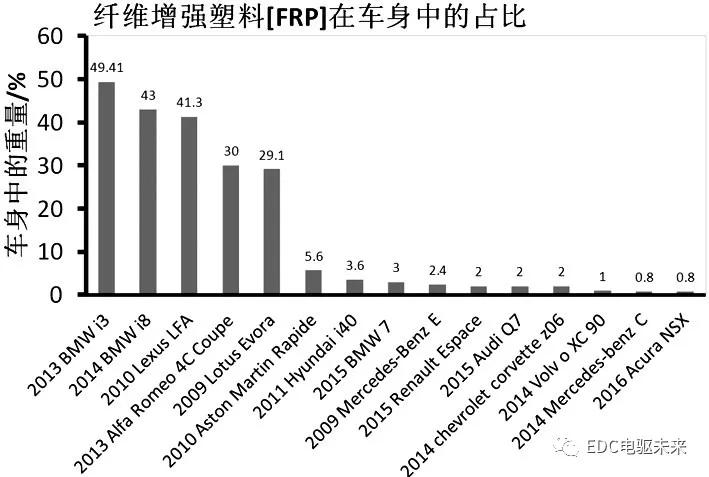
图7 纤维材料在车身应用占比排序图
复合材料在民用汽车上的商品化应用,宝马汽车公司是捷足先登的,BMW i3是第一款大批量生产的采用碳纤维复合材料车身的车型,图8是2013年在欧洲车身年会上展出BMW i3车型和车身,不论是在车身结构,还是在制造技术上,颠覆了传统汽车的结构与制造工艺,在整车设计上,采用了传统的非承载式的车身型式,将车划分成上下两个部分,即两个所谓的模块,下部分是“驱动(drive)”模块,上部分是“生活(life)”模块,下部的驱动部分主要是动力系和行走系,包含车架与电池平台、电机传动和底盘部分,上部的生活部分就是车身,车身没有B柱,对开式车门,上下车极为方便,如图9所示。在被动安全的设计上,前部撞击时通过drive和life的两个模块,达到最佳效果,高强度CFRP乘员舱几乎无变形,侧撞能量由车身裙部主动吸收并传递给drive模块及life的模块(驾乘舱)的上部,高强度的CFRP大大降低了碰撞后的车身侵入量,更好地保护乘员。

图8 BMW i3车型(上下模块)

图9 BMW i3无B柱,对开车门
为实现车身结构、性能、间隙品质、维修和轻量化等多方面的需求,BMW在车身内部结构件和覆盖件上有不同的取向,车身内部结构主要由CFRP材料制作,还有少量的铝材和铝型材,主要出于结构强度、刚度、安全等性能方面的考量,利用CFRP的高强度、纤维方向和铺层多少,满足不同部位的力学要求,但车身的外部覆盖件是热塑性塑料,满足前罩盖的行人保护、车外表的间隙控制、车辆的维修和车辆改型方面的需要,但车顶是CFRP,合适的材料用在适合的地方。图10和图11所示,车身上大量地使用了非金属材料,各种材料的质量占比分别是:CFRP占49.41%、热塑性塑料9.55%、热塑性弹性体0.5%、胶粘剂和泡沫14.04%,图11是质量占比饼图。车身的内部结构共有34个CFRP零件如图12,其中包括:13个RTM整体件(48个预成型件),2个剖面有泡沫支撑核(Flechtpro⁃file)的RTM件,19个整体纤维增强模压件。

图10 BMW i3车身的里子[车身内结构]和面子(覆盖件)
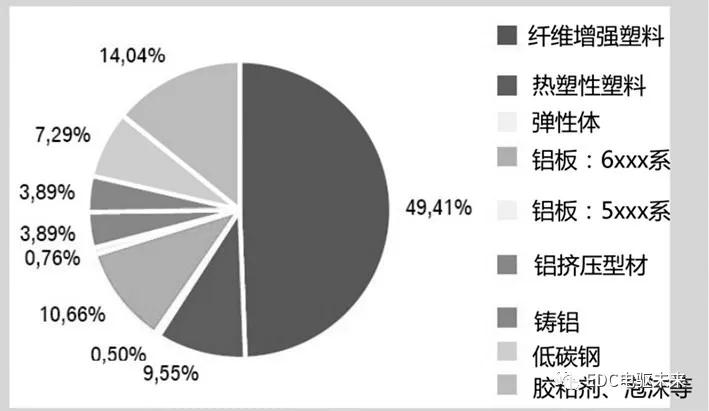
图11 BMW i3车身材料的重量占比
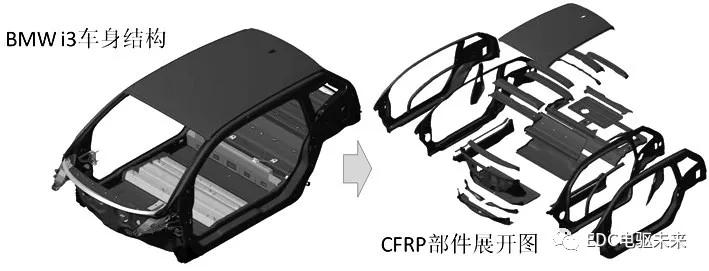
图12 BMW i3车身结构的CFRP部件
对于几何复杂的车身部件采用RTM工艺,考虑满足大部件不同位置的较大力学变化需要进行设计与制作,由多个预成型件来实现不同要求,选择纤维方向,形成各向同性或各向异性的预制件,再采用RTM成型为一个件,34个CFRP零件中的最复杂的典型部件,CFRP侧围内板如图13所示,是由多重的预制件(9个)组合而成,A柱为各向异性,A柱下脚板基本是各向同性的。主要由纤维和树脂构成的纤维复合材料,如同建筑中的钢筋和混凝土,部件与复合材料一起形成;与航空和航天工业用的复合材料有所不同,符合大批量生产需要的外形设计是必须的。纤维织物套系中的每个织物具有固定的重量和方向,可实现设计灵活性和成本优化。
作为传统的钢制或铝制车身,其中的三大工艺,冲压、焊接和涂装,在碳纤维的车体中,都有所改变,冲压和涂装也不再需要,焊接也变成了以粘接为主的工艺过程,见图14。
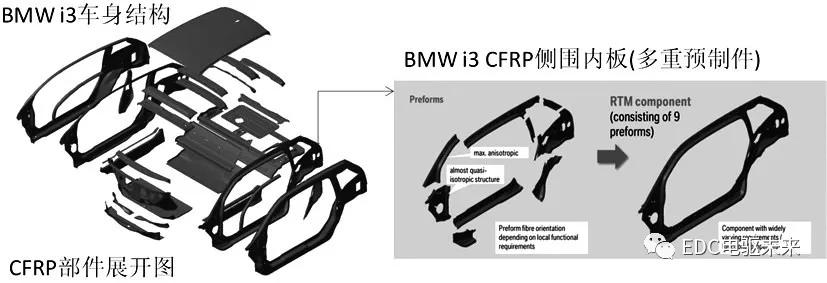
图13 BMW i3CFRP部件中的侧围内板

图14 CFRP部件的工艺改变
车身的外覆盖件都是热塑性材料(图10右),包括发动机罩、前后车门外板、前翼子板和后防护板,材料都是PP/EPDM TV30,涂漆温度为85℃;车顶纵梁材料是ABS/PC在(85℃)下Min20的涂漆;车顶盖的材料为CFRP在85℃涂清漆。
对于CFRP结构,BMW公司有CFRP车身损伤和维修的应对策略,定义了几个维修界面,例如侧围外板如图15。受到侧面冲撞后,如果需要更换损坏的轿车门槛边梁,车间进行目视检查和损失评估。使用获得专利的铣削刀具拆除需要修复的门槛边梁部分。制造必要的门槛边梁组件,然后安装在损坏的车辆上。使用维修材料将新的零件粘合到分离点。任意授权的BMWi经销商可以修复车身外部,维修中心有专业的员工修理CFRP结构损坏的车辆。
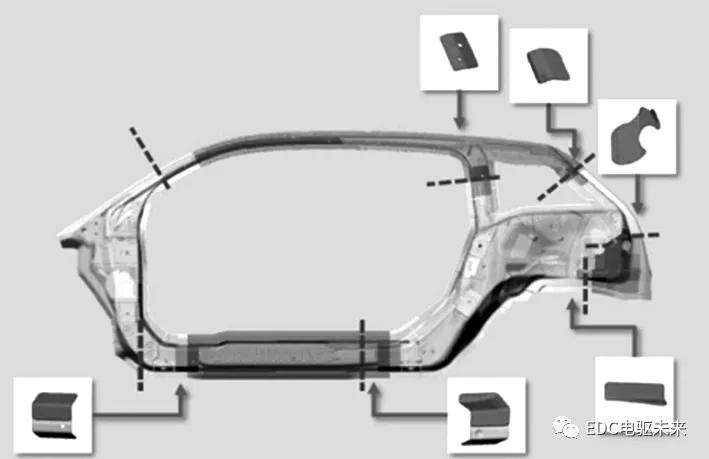
图15 BMW i3 CFRP部件中的维修
在2015年的欧洲车身年会上,宝马公司又在7系上推出了新概念“碳核(Carbon Core)”,在车身中有16个碳纤维复合材料部件,占车身总重的3%,采用了CFRP−湿压模、CFRP−树脂传递成型、CFRP−钢混合、CFRP−片状模塑料共4种工艺制造技术。CFRP−湿压模制件用在车身顶横梁、中通道、门槛纵梁等部位,CFRP−树脂传递成型件用在中柱上横梁和车顶纵梁上;与钢的混合结构用在B柱处;CFRP−片状模塑料在C柱和包裹架上,见图16−19。

图16 BMW 7的CFRP部件
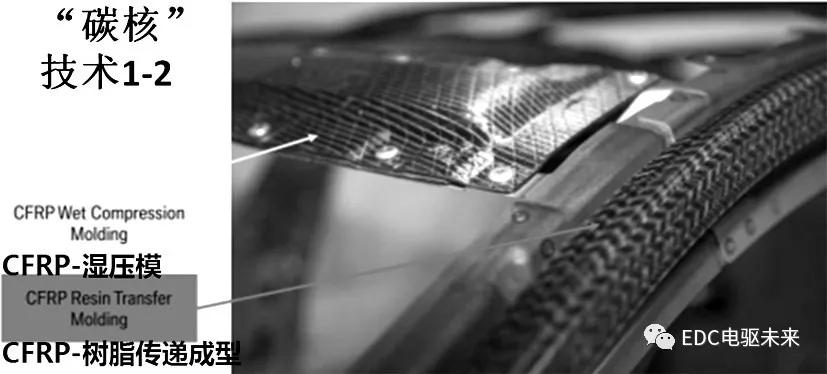
图17 BMW 7 CFRP湿模压和树脂传递成型

图18 BMW 7 CFRP-钢混合
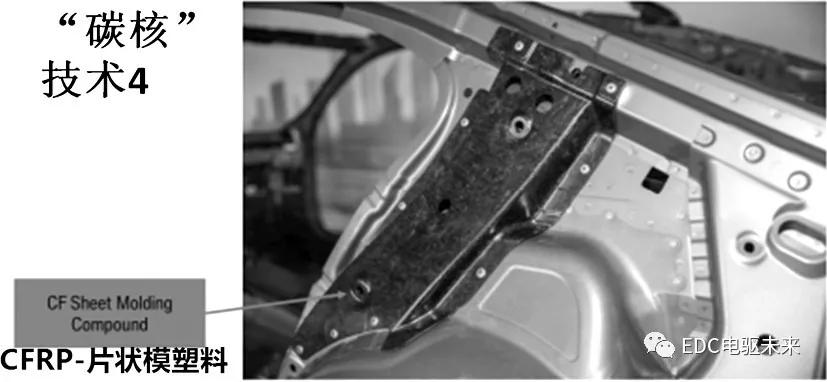
图19 BMW 7 CFRP-片状模塑料
(3)奥迪和奔驰的混合材料应用
奥迪公司的轻量化以铝为主,但2017年欧洲车身年会新一代奥迪A8后座椅背板是用碳纤维材料制作的,与前一代相比,密度下降45%,重量降低50%,2013年欧洲车身年会,奔驰S的后背板用的是塑料与铝的混合材料,整个背板模块重量为7kg。
(4)CFRP在车身上的应用研究
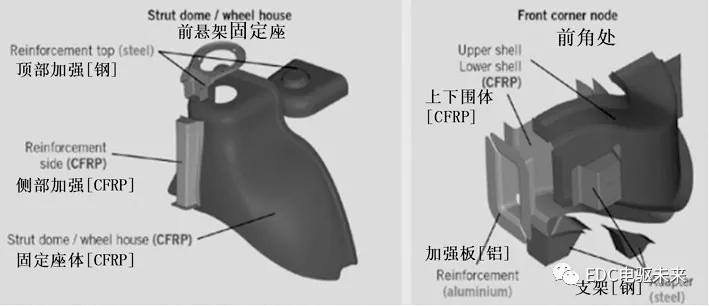
当前的乘用车悬架固定座,按传统的设计是钢板冲压焊接或激光拼焊而成,已量产的轻量化结构基本上是铸铝制作;前纵梁是钢板冲压焊接成盒型,已量产的轻量化方案是铝型材;在“车辆模块中的复合材料强化轻量化设计”中,有多个CFRP和钢或铝的混合结构的在研示例,比如前悬架固定座用CFRP和钢板冲压件的混合设计如图23(左),还有前纵梁角处、纵梁结构、前保险杠横梁、车门、仪表板横梁等地方,都是利用CFRP材料发挥着独特作用,见图22~24。
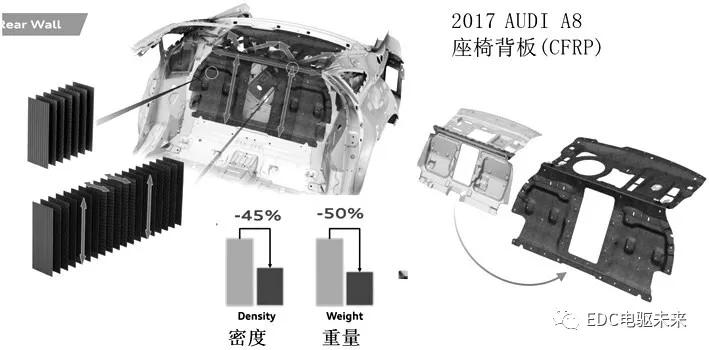
图20 奥迪A8的CFRP背板
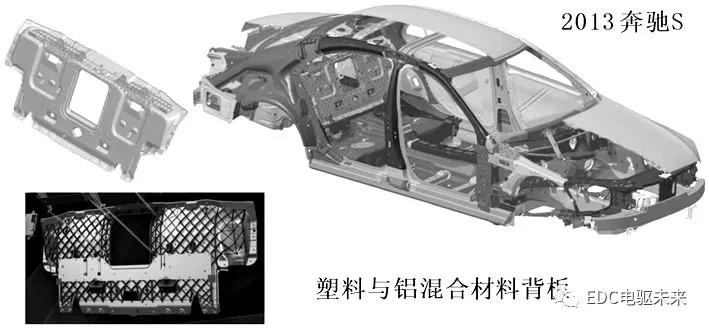
图21 奔驰S塑料与铝混合的背板
图22 CFRP用在仪表板横梁和车门
图23 CFRP用在悬架固定座和纵梁角处
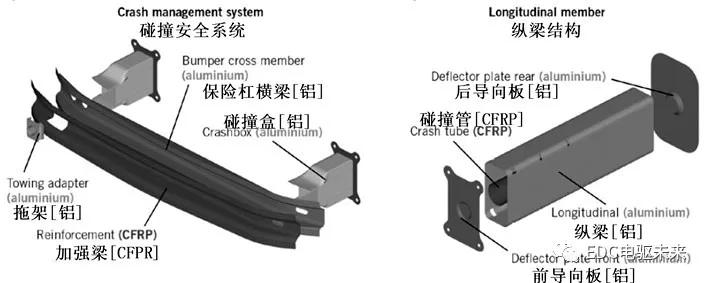
图24 CFRP在防撞系统和混合纵梁中的应用
(5)一汽CFRP在轿车上的应用研究
在红旗H7的开发中,一汽在发动机罩盖和行李箱盖上,进行过钢、铝和碳纤维的多方案研究与开发,其中的碳纤维复合材料的开发如图25(a)所示,前后盖由碳纤维和玻璃纤维复合材料制成,前后盖外板都是9层,其中碳纤维有6层,玻璃纤维有3层,采用热压罐工艺,与钢板结构相比,发罩降重达13kg,行李箱盖降重4.4kg,进行了试验与验证,由于成本原因,在生产上最终没有应用。
以“小型乘用车轻量化技术研究”为课题,一汽在B30的电动车平台上,开展了碳纤维乘员舱的研究与开发,如图25(b)。在车身的结构设计、CAE分析与仿真、车身的性能试验和碰撞安全方面进行了大量的研究工作,试制了两辆车并进行了部分整车的试验。
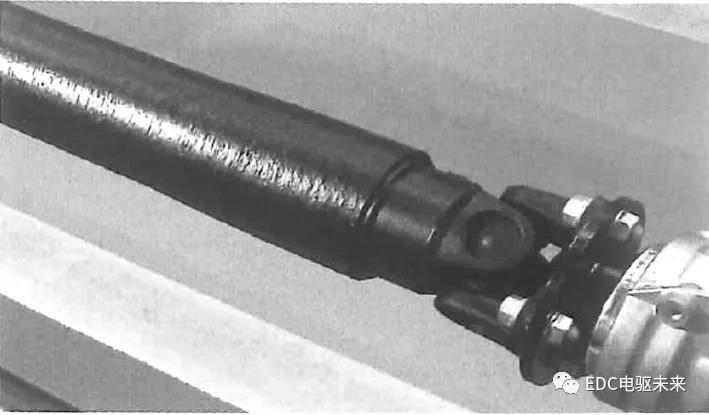
图25 (a) 一汽的CFRP发罩的行李箱盖
图25 (b) 一汽的CFRP乘员舱
(6)碳纤维复合材料车身的比较
在车身方面,按结构型式分为承载式车身和非承载式车身(壳式结构),与如前所述的碳纤维复合材料车身结构相比,另一种“加强筋−空间−框架结构”的车身型式与之相比,在变更驱动系统和模块化方面有灵活性,在由传统燃油车向电动化方向过渡时期更具优势,见图26。
图26 碳纤维复合材料车身结构对比
3.2 复合材料在底盘上的研究与应用
(1)底盘部件的轻量化趋势
在乘用车中,车身的轻量化是重中之重,因为车身在底盘的上部,车身的质量是簧上质量,车身也是乘用车中最大最重的总成,车身和乘员的质量都是由底盘来承担,底盘是承载系统,底盘的轻量化用承载能力来评价,也就是在同样的能力下,关注哪个最轻。碳纤维的低密度和高强度性能是底盘部件所需要的。
随着底盘行驶机构的结构演变,出现了越来越多的面向需求的底盘及车轮的结构。因此,部件特定的材料选择也变得越来越重要。单一材料概念早已成为过去,现在轻量化趋势正日益朝着多材料设计的方向发展(图27)。图28是赛车底盘悬架的下控制臂,用碳纤维材料的例子。
图27 (a) 悬架下控制臂的轻量化对比
图27 (b) 底盘行走机构组件的材料发展趋势
图28 赛车上的碳纤维下控制臂
图29 ZF纤维复合材料减振支柱模块
(2)CFRP的悬架部件
以一个减振支柱为例,采埃孚股份公司通过试验证实,当车轮负荷较小时,与铝材结构相比,纤维复合结构(功能集成在部件中的减振柱和车轮架上)可以减轻50%的质量。
除材料和概念轻量化外,还可以应用轻量化策略实现部件集成和功能集成。通过适当的玻璃纤维−Turane−树脂复合材料(Turane树脂是一种环氧树脂和聚氨酯树脂的化合)可以选择最适用于应用目的特定刚度和强度材料等级。使用这种纤维增强塑料还可以实现希望的功能集成,例如,车轮导向机构(连杆和悬架控制臂)和悬架弹簧(横向板弹簧)。图30为后轴的结构设计方案,与量产的基准底盘相比,底盘的质量减轻了25%左右。
图30 紧凑型轿车的非驱动四连杆后悬架设计方案(©采埃孚)
中级车的4个传统钢质螺旋弹簧的质量约为10kg。通过用纤维增强塑料代替钢可以减轻约4kg的质量(图31)。也有用碳纤维复合材料制造汽车用扭力杆的例子,其扭力弹簧由碳纤维复合材料管制作,扭转臂是铸铝,见图32。
图31 玻璃纤维增强塑料与钢质螺旋弹簧对比[12]
图32 碳纤维复合材料的扭力杆
减振器用碳纤维的例子,如图33所示,减振器的油缸用碳纤维复合材料制成,整个重量达到了原钢制件的27%。
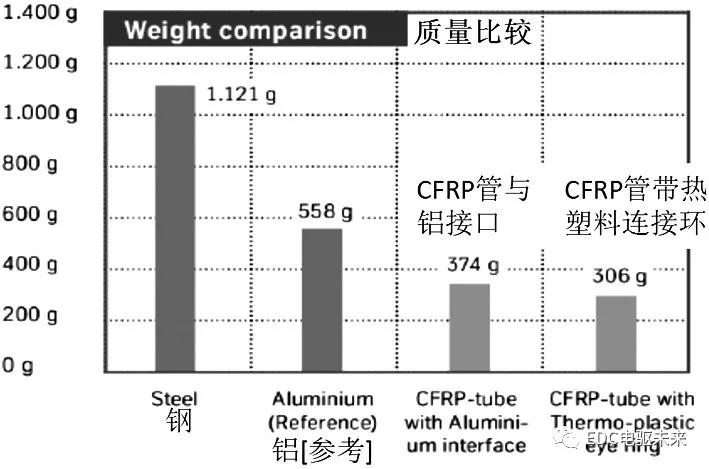
图33 碳纤维材料的减振器及重量比较
(3)CFRP的转向部件
通过部件以及材料改变的系统轻量化潜力分析,在附加成本适中的情况下,仍可实现显著的减重。因此,在本例中图34,通过CFRP材料的转向柱壳体及支架,实现质量的减轻。宝马碳纤维零件可能还有全碳纤维转向盘,见图35。
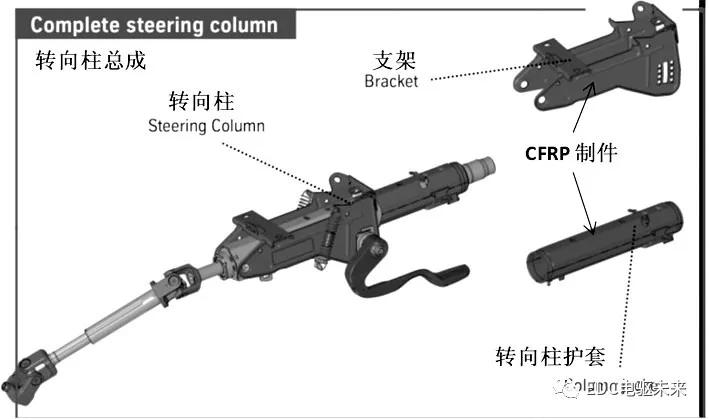
图34 转向柱中的CFRP支架等

图35 宝马公司的CFRP转向盘
(4)CFRP的副车架及传动轴
麦格纳在研究开发CFRP的副车架,其给出的图片如图36所示;CFRP传动轴在宝马的M3、M4车型上已经量产应用多年,与钢制传动轴的对比测试,结果显示碳纤维传动轴能承受的最大转矩是钢材质传动轴的2倍多。
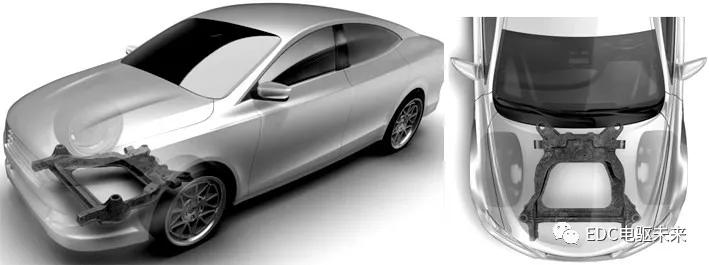
图36 CFRP的副车架(麦格纳)
(5)CFRP的车轮及制动部件
图37 CFRP的传动轴管
CFRP车轮,早在2008年日本Weds Sports公司推出原型产品但没量产。随后澳洲Carbon Revolution也推出型号为CR−9的量产CFRP车轮,但售价太高。宝马的CFRP车轮如图38(左),据说比锻造铝车轮轻35%,使汽车的弹簧下质量大幅减少。但是依然尚未开辟专属的生产线以及提交相关的认证,预计在两年内就会出现在市场上。另外,宝马生产i3与i8过程中产生的碳纤维废料将可以被用在座椅支架、备胎等零件的制造中。中国也在研究碳纤维车轮,早年的样品如图38b;CFRP材料使踏板机构的质量减轻1.5kg,图39。
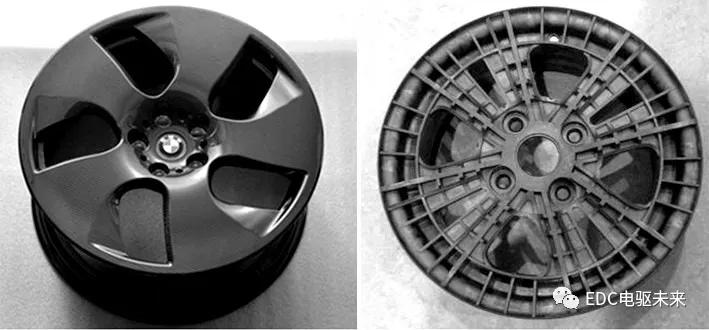
图38 CFRP车轮
图39 CFRP踏板机构[13]
如果可以用碳复合材料的制动盘代替金属制动盘,则可以实现超过60%的减重潜力。这种材料长期以来一直用于高性能汽车和赛车中。然而,由于附加成本原因会导致制造工艺成本很高,因此这种材料在可预见的时间内尚不能用于量产车。图40是来自于西格里碳集团,是不同材料的制动盘对比,包含了钢制、灰铸铁、碳纤维复合材料及陶瓷制动盘的性能对比,包括质量、使用寿命、摩擦系数和热膨胀系数共4个方面,从中可以看出,碳化硅陶瓷制动盘在所有方面都具有明显优势。
图40 不同材料制动盘的性能对比
图40 不同材料制动盘的性能对比
4 汽车制造中碳纤维复合材料的前景展望
4.1 CFRP在汽车上应用的影响因素
在航空航天工业中每减轻1kg质量可以节省上万欧元的费用,在民航领域也能节省几百欧元。而在汽车领域中,轻量化甚至只能节省几欧元。长期以来,对于传统汽车,每减轻1kg的质量花费4欧元的额外成本已经是极限。由于燃油价格急剧上升以及CO2罚款,这个值已超出了5欧元。在电动汽车中,这个值超过了12欧元,这是由于通过使用碳纤维增强复合材料轻量化可对质量高达400kg的电池进行部分补偿并使其续驶里程加长。在此,纤维复合材料的功能特性也非常重要,例如:可以通过良好的绝缘性能优化热管理。另一方面,考虑到目前的汽车采用碳纤维材料每千克的成本约为15欧元,相比之下,钢材的成本只有几欧元,这对产业突破来说显然是一个巨大的挑战,尤其是考虑到主要成本驱动因素并不在材料领域而是在工艺成本方面。图41所示为大批量生产中零部件生产的典型成本分布情况。
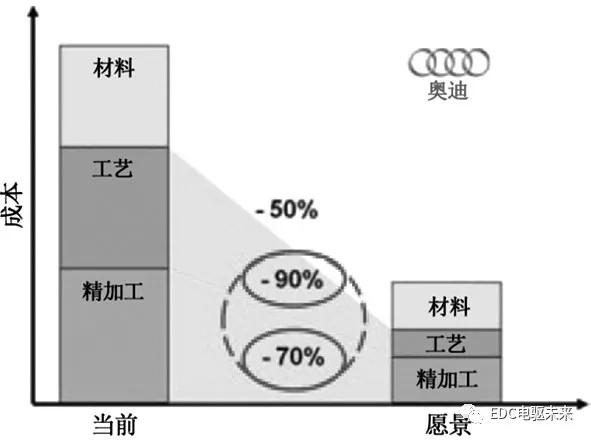
图41 CFRP部件生产的成本构成
目前的研究项目目标是降低整个链条的成本。尤其是用于电动汽车上的纤维复合材料适用的结构,“从粗纱到成品部件”的自动化过程和高能效的碳纤维生产。特别是热塑性基体系统的应用也在“维护”和“回收”领域带来了巨大的进步。因此可以假定,除了钢、铝和镁之外,碳纤维增强复合材料将成为一种适于大批量生产智能混合结构的材料。
碳纤维复合材料的生产工艺,例如:RTM技术或热压罐成形工艺都需要非常长的循环周期。不太适合于大批量生产,用模具中热挤压的方法制作预成型件,可缩短生产周期。在图42中相对列出了热挤压,RTM工艺和热压罐成形工艺的周期时间。适用于汽车行业批量生产的周期时间应该在5~10min之间。只有热挤压工艺才能满足这个要求。其它两种方法的周期时间分别为30~60min或明显超过200min。
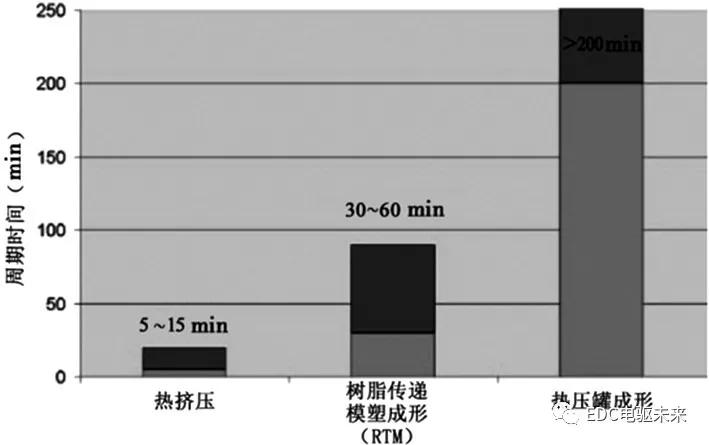
图42 CFRP生产工艺周期时间
4.2 在汽车上的应用预测与展望
在从2015开始到2025年的10年中,预计碳纤维占车重20%的车辆将达到60%以上,现在有88%的汽车制造商有实施碳纤维新材料或计划实施碳纤维新材料的战略规划,见图43~44。
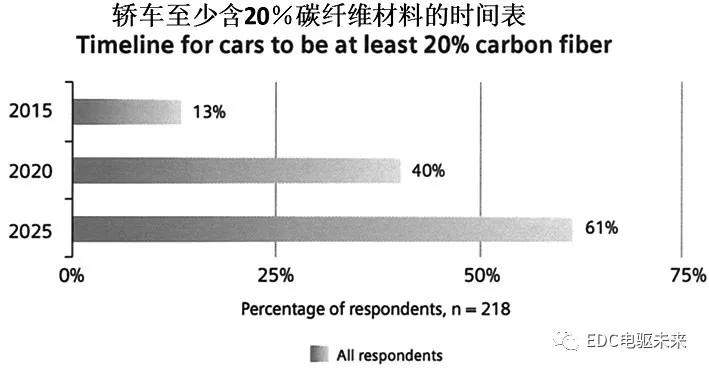
图43 CFRP占比20%的时间表
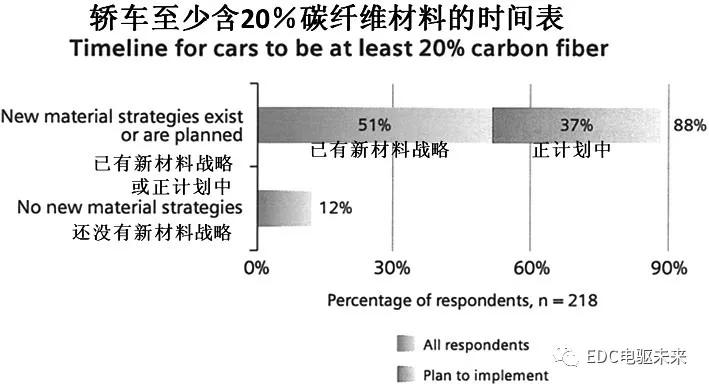
图44 CFRP占比20%的战略时间表
估计到2050年,通过实施汽车的轻量化战略,对于汽车的整备质量,汽油车将从2010年的1331kg达到时2050年的837kg;天燃气车将从2010年的1401kg达到时2050年的907kg;燃料电池车将从2010年的1602kg达到时2050年的934kg;电动车将从2010年的1769kg达到时2050年的932kg。参见表6,2050年碳纤维和玻璃纤维的材料应用将占总重量的1/4以上,见图45。到2050年燃料电池汽车和电动汽车的成本会大大下降,仅比现在传统汽车成本的高出10%左右,见图46。
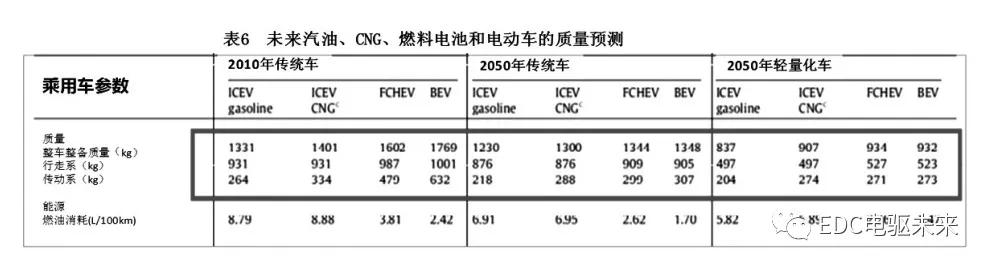
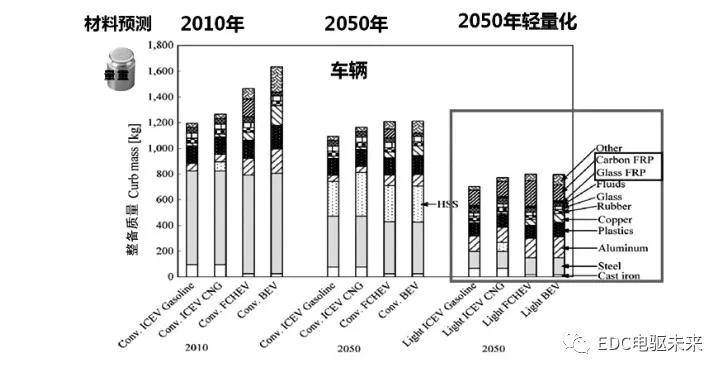
图45 未来汽车材料预测
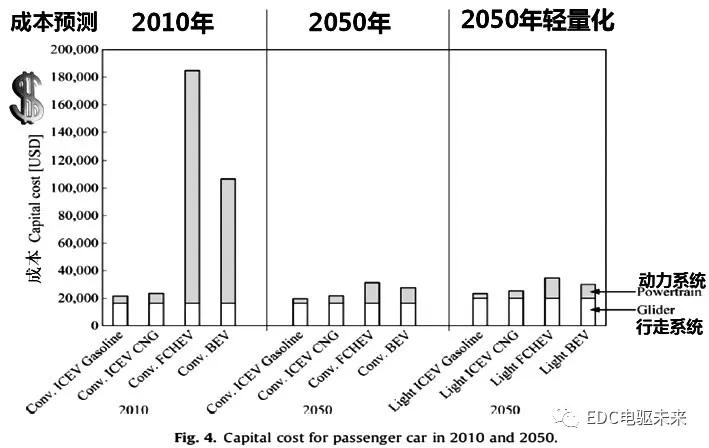
图46 未来汽车成本预测
- 下一篇:电池包温控策略模拟
- 上一篇:PHEV变速器工作模式解析



编辑推荐




最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
