




 广告
广告





















































应用于电池热管理的均温板的温度特性研究
2020-09-01 14:27:01· 来源:《应用于电池热管理的均温板的温度特性研究》

在电池热管理中关键部件电池冷却器的传热面积一般远小于动力电池传热界面面积,两者的面积差异会产生较大扩展热阻。若增大电池冷却器的传热面积,势必带来加工成
在电池热管理中关键部件电池冷却器的传热面积一般远小于动力电池传热界面面积,两者的面积差异会产生较大扩展热阻。若增大电池冷却器的传热面积,势必带来加工成本的上升以及可靠性与性能的降低。
为了减小电池冷却器与动力电池换热界面之间的扩展热阻,可在两者之间放置均温板。均温板可看做一种特殊型式的热管,其内部充有气液相变介质。当均温板的一面受热时,分布于受热面的液体工作介质蒸发成为蒸气,并吸收热量。蒸气在另一面受冷凝结成为液体,在重力或毛细作用下回到蒸发面,形成循环。
均温板能够将集中的热源/冷源的热量/冷量传递到更大的面积。将均温板应用于电池热管理,有助于实现动力电池表面温度的均匀性,增强电池冷却器与动力电池之间的换热效果。
目前对于均温板热性的研究较多,学者对均温板结构、材质、热性能方面做了大量的工作,但对于将均温板应用于电池热管理领域的研究较少,也尚未有针对R1233zd均温板的研究。
本文设计加工了一款具有内部流道的均温板,并向其中加注环保工质R1233zd。将均温板置于电池冷却器与PTC加热片之间,利用均温板改善冷源与热源之间的换热效果和温度均匀性。通过理论与仿真对均温板表面温度分布进行了分析,通过实验获得了均温板温度分布状况,对于研究均温板在热管理领域的应用具有一定的借鉴意义。
1 理论分析
1.1 均温板设计
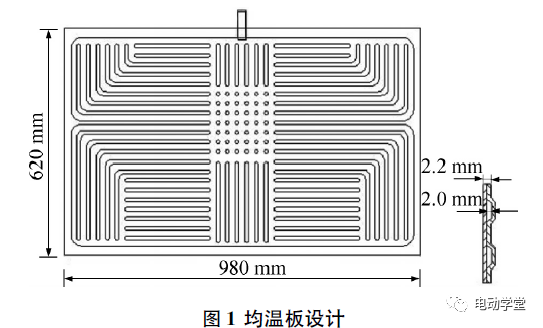
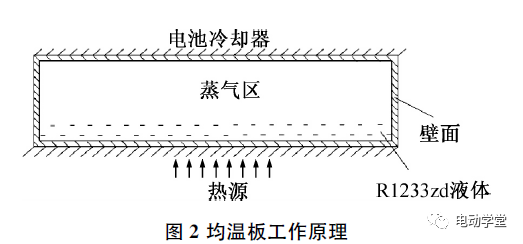
为验证均温板的均温效果,本文设计了一款均温板。尺寸为980mm×620mm,流道设计如图1所示。通过均温板上方的6mm铜管充注口,可以向均温板内部充注相变介质。相变介质在均温板内受热由液态转变为气态,吸收热量;若在均温板内受冷则由气态转变为液态,释放热量,工作原理如图2所示。
R1233zd是一种氢氯氟烃(HCFO)制冷剂,ODP=0,GWP≤3,无易燃性(ASHRAE分类A1)[17],且导电性差,几乎绝缘,将R1233zd应用于动力电池热管理,能够避免因泄漏引起的短路问题。本文中均温板内部填充有R1233zd,起到热量传递与均温效果。
1.2 均温板内部热力学过程的相关假设
相关假设如下:
1)换热过程为稳态过程;
2)均温板内部的R1233zd液体与蒸气均分布均匀,且流动均为层流;
3)热源对均温板的加热效果作用在均温板整个平面,并视为均匀热流;
4)忽略均温板内部蒸发和冷凝热阻;
5)均温板内相变介质不发生烧干。
1.3 数学物理描述
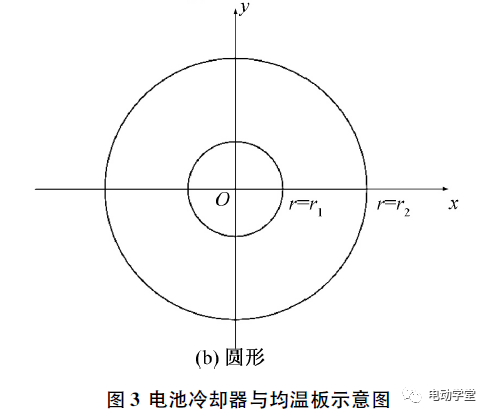
电池冷却器与均温板的换热过程,如图3(a)所示,可视为有内热源常物性二维稳态导热过程。
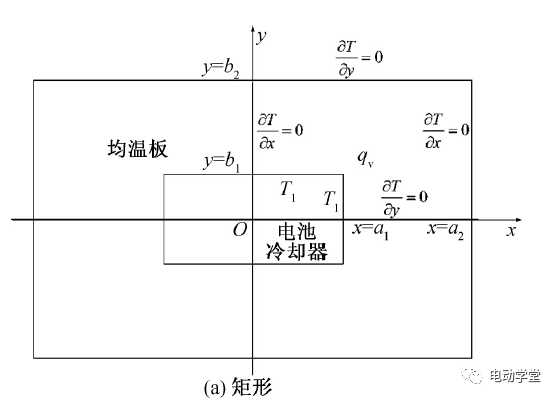
对于含内热源的二维稳态温度分布T(x,y),数学描述为:

式中:qv为均温板内热源发热功率,W;λ为均温板导热系数,W/(m·K)。
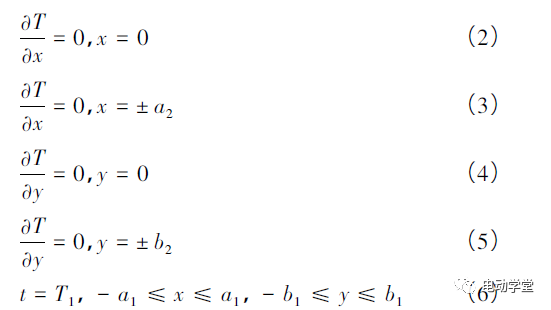
边界条件为:
根据文献,当相应的面积不变,可将矩形散热问题转化为圆形散热问题。基于此,可将上述问题转化为图3(b)所示:
在圆柱坐标下,含内热源的二维稳态温度分布数学描述为:

边界条件为:

对式(7)连续积分两次,可得其通解为:

式中:C1与C2由边界条件确定。将边界条件式(8)、(9)分别代入式(10),联解得:
故温度分布为:

2 仿真
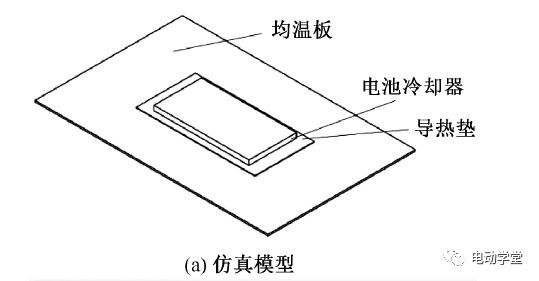
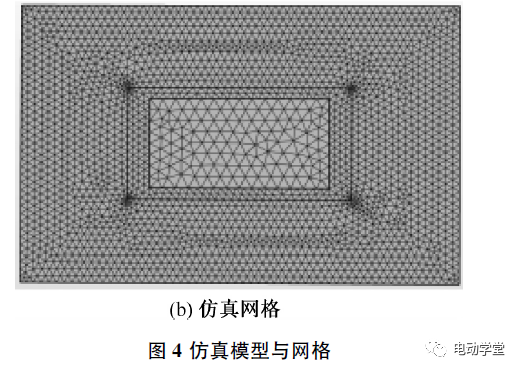
为得到均温板表面更为直观的温度分布,本文利用商业仿真软件COMSOL对均温板进行仿真。首先建立三维模型,均温板、电池冷却器、导热垫的布置如图4(a)所示。生成网格如图4(b)所示。
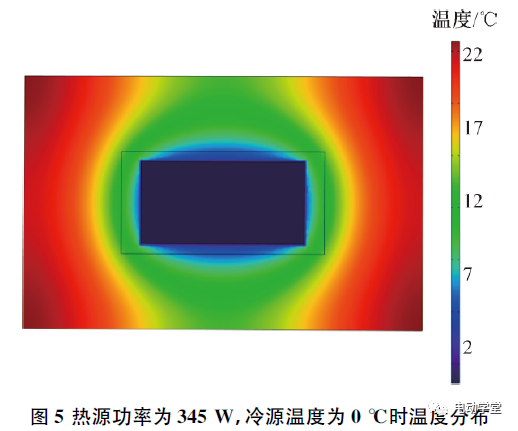
为提高计算速度,将电池冷却器温度设置为恒定值,均温板导热系数λ为定值,λ=500W/(m·K)。当均温板背面热源功率为345W,电池冷却器温度保持0℃时,仿真结果如图5所示。电池冷却器温度保持0℃,均温板温度由中心向四周依次升高,在四角达到最高温度23℃,等温线呈环状分布。
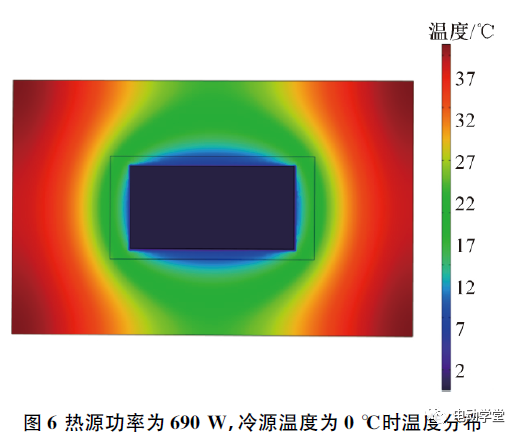
当均温板背面热源功率为690W,电池冷却器温度保持0℃时,仿真结果如图6所示。电池冷却器温度保持0℃,均温板温度由中心向四周依次升高,在四角达到最高温度41℃,等温线呈环状分布。
当均温板背面热源功率为690W,电池冷却器温度保持-5℃时,仿真结果如图7所示。电池冷却器温度保持-5℃,均温板温度由中心向四周依次升高,在四角达到最高温度37℃,等温线呈环状分布。
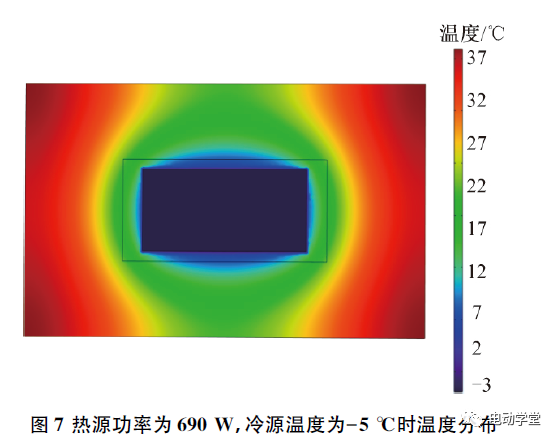
由仿真结果可知:
1)当热源功率上升时,均温板表面平均温度升高,表面温差增加。
2)当冷源温度降低时,均温板表面平均温度降低,表面温差降低。
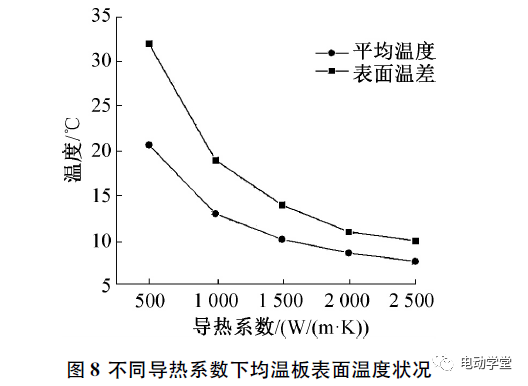
通过调整均温板当量导热系数,可得到如图8所示的仿真结果。随着导热系数的增加,均温板表面平均温度与表面温差均不断降低,最终趋于稳定。由图8可知,要进一步减小均温板表面温度与温差,需要增强均温板内部的换热过程,如改变内部充注量等。
3 实验
3.1 实验装置
1)均温板性能测试实验台
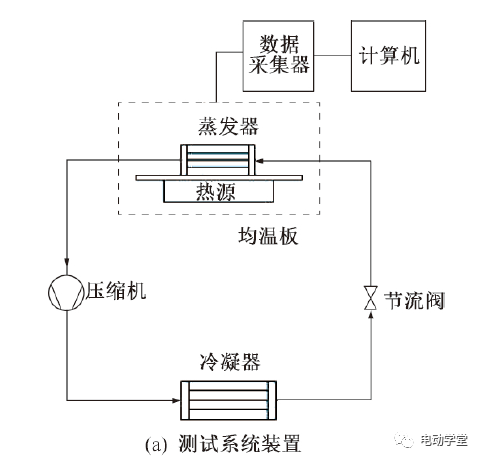
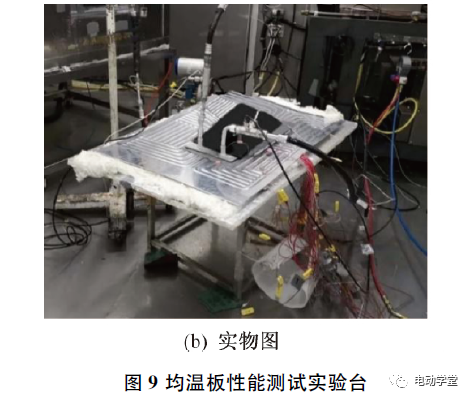
图9所示为均温板性能测试实验台。实验台主体为一套以R134a为制冷剂的蒸气压缩制冷系统,制冷系统由压缩机、冷凝器、节流阀与蒸发器组成。R134a制冷剂经过压缩机压缩后进入冷凝器释放热量,经过节流阀的节流作用后,进入蒸发器并吸收热量。该蒸发器作为冷源,其下方放置均温板与硅橡胶加热片。均温板与蒸发器表面均贴合有若干T型热电偶,通过数据采集系统获得相关数据,并在计算机上显示、存储,进而获得均温板与蒸发器表面的温度分布。均温板与硅橡胶加热板之间涂抹有型号为HT4000的导热凝胶,使两者之间传热充分。均温板与蒸发器之间放置型号为TGP8000的导热垫,使两者之间的空气排出,以接触充分,增强换热。
2)均温板与蒸发器
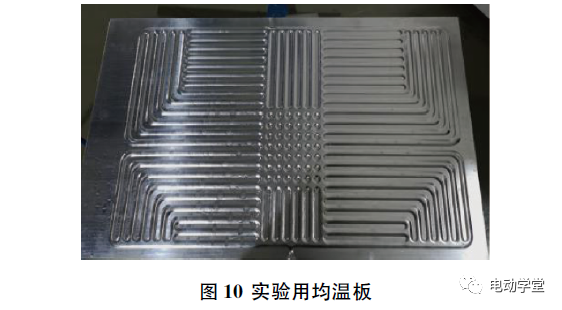
实验用均温板采用吹胀加工工艺,实物如图10所示。
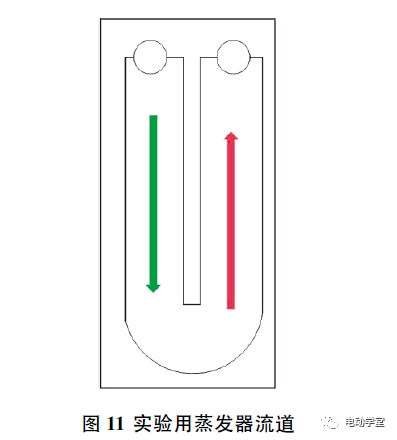
均温板性能测试实验中用到的蒸发器采用一进一出结构,内部流道如图11所示。
3)热源与热电偶分布
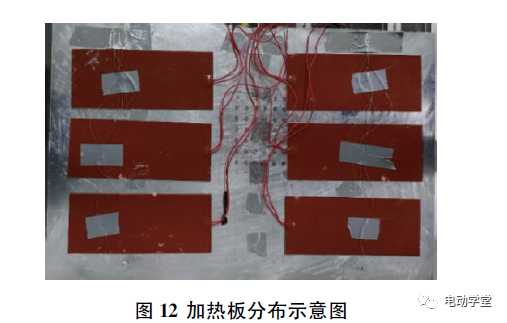
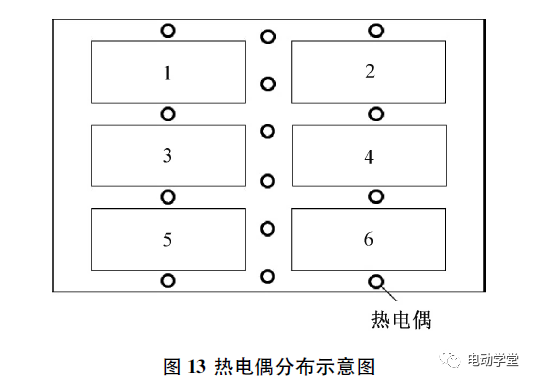
为简便起见,在实验中用硅橡胶加热板代替动力电池作为热源。实验用硅橡胶加热板尺寸为350mm×150mm,单片加热板最大发热功率为115W。为模拟真实动力电池的生热情况,将6片硅橡胶加热板布置均匀地贴于均温板平整的一侧,如图12所示。为获得均温板温度分布情况,在均温板与蒸发器表面布置若干精度为±0.2℃的T型热电偶。热电偶布置如图13所示。
3.2 实验工况
均温板性能实验的变工况参数为橡胶板加热片发热功率与蒸气压缩制冷循环系统的蒸发器入口温度。实验的全过程在环境温度可控的环境室中进行。实验工况如表1所示。
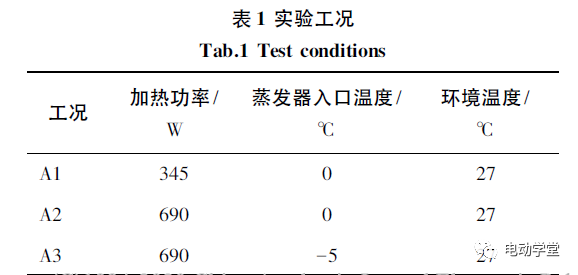
对比工况A1和A2可得不同热源功率对均温板温度特性的影响;对比工况A2和A3可得不同冷源温度对均温板温度特性的影响。
3.3 实验结果
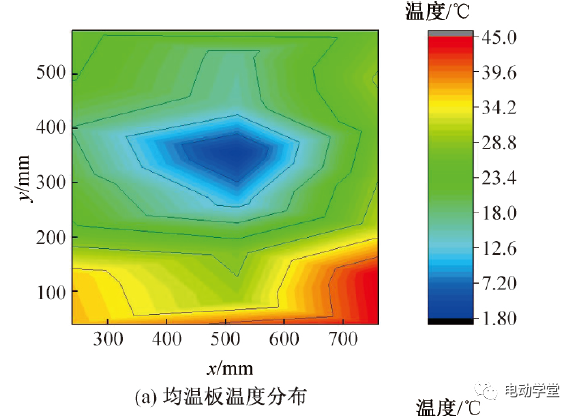
1)热源功率为345W,冷源温度为0℃。
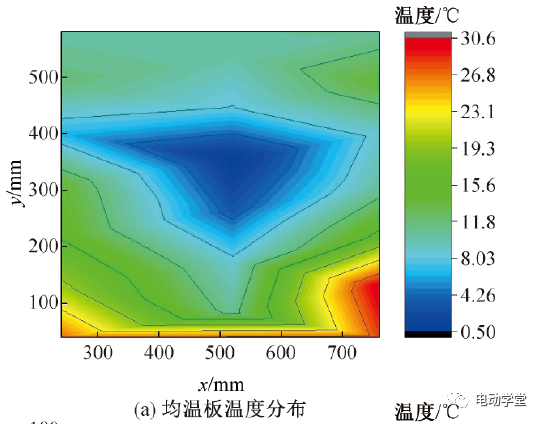
图14所示为环境温度为27℃,硅橡胶加热板发热功率为345W,调节电池冷却器入口温度为0℃时的温度分布图。由图14(a)可知,在该工况下,以均温板中心为中心,温度呈环形分布,表面温度在中心达到最低,为0.50℃,并沿径向向外升高。均温板温度在下部两角处达到最高,为30.60℃。均温板表面温差达到30.10℃。
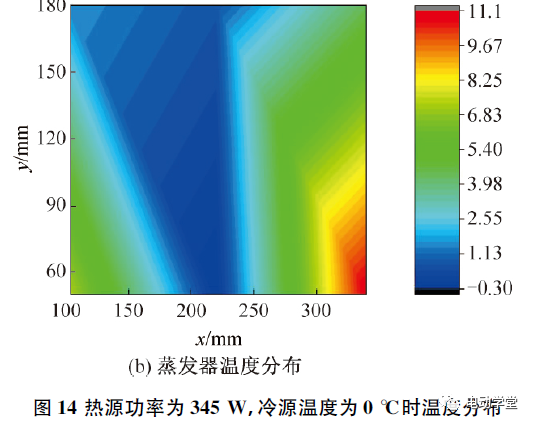
由图14(b)可知,在该工况下,蒸发器表面温度在中部偏左最低,为-0.30℃,并向下方两对角方向升高,在右下对角处达到最高,为11.10℃。蒸发器表面温差达到11.40℃。
2)热源功率为690W,冷源温度为0℃。
如图15(a)所示,在该工况下,以均温板中心为中心,温度呈环形分布,均温板表面温度在中心达到最低,为1.80℃,并沿径向向外升高。均温板温度在下部两角处达到最高,为45.00℃。均温板表面温差达到43.20℃。
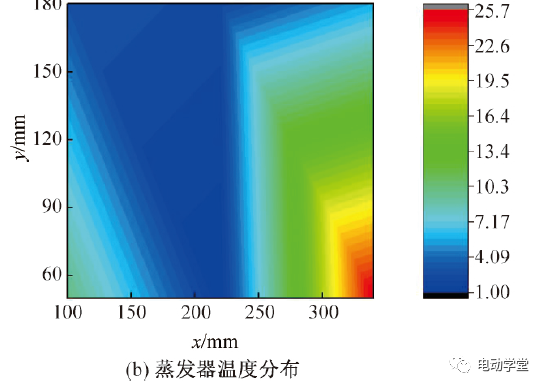
由图15(b)可知,在该工况下,蒸发器表面温度在中部偏左最低,为1.00℃,并向下方两对角方向升高,在右下对角处达到最高,为25.70℃。蒸发器表面温差达到24.70℃。
3)热源功率为690W,冷源温度为-5℃。
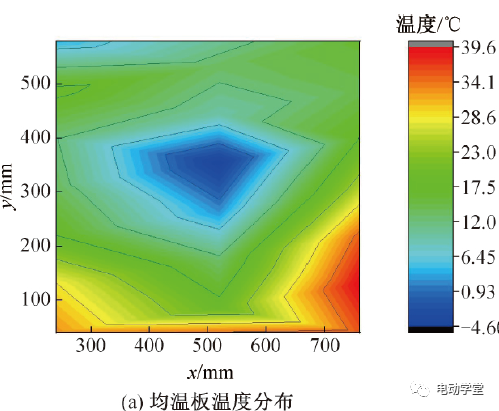
如图16(a)所示,在该工况下,以均温板中心为中心,温度呈环形分布,均温板表面温度在中心达到最低,为-4.60℃,并沿径向向外升高。均温板温度在下部两角处达到最高,为39.60℃。均温板表面温差达到44.20℃。
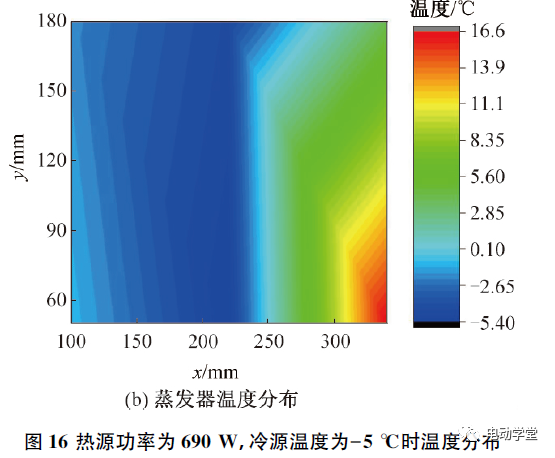
由图16(b)可知,在该工况下,蒸发器表面温度在中部偏左最低,为-5.40℃,并向下方两对角方向升高,在右下对角处达到最高,为16.60℃。蒸发器表面温差达到22.0℃。
3.4 热阻分析
均温板热阻:

式中:Rsp均温板热阻,K/W;Th为热源侧温度,℃;Tc为冷源侧温度,℃;Q为换热量,W。
热源侧温度:

式中:Ti为热源侧热电偶测得的温度,℃。
冷源侧温度:

式中:Ti为冷源侧热电偶测得的温度,℃。根据上式,可计算不同工况下的均温板热阻,计算结果如表2所示。
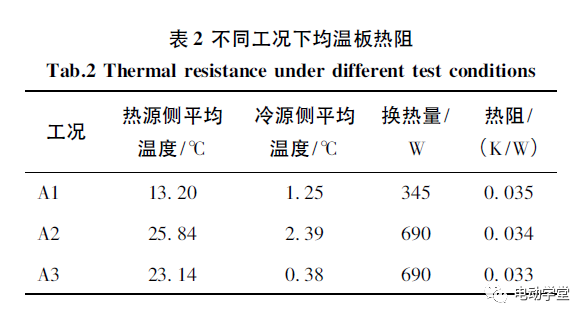
由表2可知,均温板在不同加热功率、不同冷源温度下的热阻较小[20],具有良好的导热性能。
本文搭建了均温板性能测试实验台,研究了在不同热源功率、不同冷源温度下的均温板表面温度分布情况。其中,热源功率有345W和690W两个工况;蒸发器进口温度有0℃和-5℃两个工况。通过观察在不同工况下的均温板温度分布情况,得到如下结论:
1)均温板表面温度分布与蒸发器表面温度分布具有一致性。均温板表面温度在与蒸发器贴合处最低,并向周围逐渐升高。均温板表面温差是由蒸发器表面的温差与均温板内部温度梯度造成。
2)热源功率越大,均温板表面温度越高,温差越大。当热源功率由345W升至690W,而蒸发器入口温度保持0℃不变时,均温板表面平均温度由13.20℃升至25.84℃,表面温差由11.10℃升至25.70℃;冷源温度越低,均温板表面温度越低,温差越小。当蒸发器入口温度由0℃降为-5℃,而热源功率保持690W不变时,均温板表面平均温度由25.84℃降至18.15℃,表面温差由25.70℃降至16.60℃。
3)仿真模拟与实验结果在温度分布上具有良好的一致性,两者之间的差异是由于在实验中蒸发器与均温板之间存在接触热阻导致。由温度分布云图可知,在蒸发器温度均匀布的区域,均温板所对应的区域均温性良好,可认为均温板具有较好的均温效果。在不同工况下,均温板热阻约为0.03K/W,具有良好的导热性能,对提升热管理领域中冷热源之间的换热效果具有积极意义。
- 下一篇:新能源皮卡能量流测评与低能耗开发技术
- 上一篇:汽车电子:拥抱软件或落后



编辑推荐




最新资讯
-
中汽中心工程院能量流测试设备上线全新专家
2025-04-03 08:46
-
上新|AutoHawk Extreme 横空出世-新一代实
2025-04-03 08:42
-
「智能座椅」东风日产N7为何敢称“百万级大
2025-04-03 08:31
-
基于加速度计补偿的俯仰角和路面坡度角估计
2025-04-03 08:30
-
《北京市自动驾驶汽车条例》正式实施 L3级
2025-04-02 20:23
