




 广告
广告





















































纯电动汽车冷媒直冷电池热管理系统的实验研究
2020-10-26 20:54:38· 来源:新能源汽车热管理仿真技术

针对电动汽车动力电池能量密度逐渐上升及快充过程中电池发热量大的问题,本文提出采用蜂窝型单面吹胀铝板作为电池冷板的一种新型冷媒直冷电池热管理系统,充分利
针对电动汽车动力电池能量密度逐渐上升及快充过程中电池发热量大的问题,本文提出采用蜂窝型单面吹胀铝板作为电池冷板的一种新型冷媒直冷电池热管理系统,充分利用制冷剂在流道内的高沸腾传热潜热处理动力电池热负荷。为了研究此冷媒直冷热管理系统的运行性能,构建了新型直冷系统的实验测试装置,并在UDDS 标准工况下开展了实验研究。测试结果表明:在6kW下的最大设计发热量下,系统在150 s左右可快速响应热管理需求,具有较快的温度响应特性;电池冷板表面平均温度可控制在15~20℃的最佳温度区间,并达到温差小于 4 ℃的良好均温性,且系统COP 稳定在2.8以上基于锂离子电池热特性研究发现,其最佳工作温度区间为 25~35 ℃[4]且模组温度均一性应 在5℃以内。因此,开发高效可靠的动力电池热管理系统,保证合理的工作温度区间以及均温 性是纯电动汽车动力系统提升效率、寿命、改善 续航里程以及保证安全性能的关键技术之一。
基于冷却液冷却的电池热管理系统现已被广泛使用冷媒直冷系统在液冷系统的基础上对整车热管理系统进行高度集成,将电池热管理系统(BTMS, battery thermal managementsystem) 与舱内HVAC系统耦合于电动汽车热泵系统,动力电池通过直冷冷板直接与制冷剂进行换热。与液冷系统利用冷却液显热相比,直冷系统利用制冷剂的汽化潜热来满足电池热需求,系统冷却效率提升近5倍,且省去了冷却液二次回路,使整车热管理系统部件大大减少,成本与重量降低的同时消除热滞后性、提升系统安全性,故直冷系统将是电池热管理系统的发展趋势[。Cen Jiwen等将传统管翅式结构和新型铝壳结合,为圆形电池设计了新型的直冷散热框架,结果表明模组温度可控制在合理的温度区间内,在1.5C的放电速率下电池模组温差可保持在4℃以内。但是其冷却结构复杂且与我国大部分厂商所采用的方形电池模组不适配。何贤等设计并研制了一8 kW 直冷电池冷却机组,结果表明系统冷却性能满足要求,冷板进出口最大温差小于5℃。总结现有直冷系统相关研究发现,大部分学者均未对直冷系统电池冷板设计详细表述,少数文献设计的冷板结构不适合于主流方形模组形式。针对上述问题本文提出一种采用新型蜂窝型单面吹胀铝板的直冷系统设计,与传统口琴管流道相比,增大部件传热面积,可提升系统冷却速率,搭建了新型吹胀冷板系统实验台并在UDDS测试工况环境温度下对系统温度控制特性包括响应时间、冷却性能以及 均温性进行测试和讨论。
1 新型吹胀冷板直冷系统
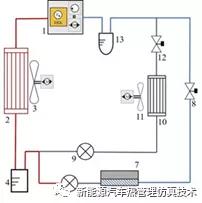
系统原理新型吹胀冷板直冷系统(以下简称:直冷统)系统拓扑结构如图1所示。直冷系统由电动涡旋压缩机、平行流微通道换热器、电池冷板、电子膨胀阀、储液器、气液分离器等主要部件组 成。直冷系统的工作原理为电动压缩机 1 排出的 高温高压制冷剂蒸气经舱外换热器 2 冷凝、在储 液器 4 后分流至两个子回路,分别流经电子膨胀 阀 5、9 节流后进入电池冷板 6 以及舱内蒸发器 10 蒸发吸热,汇合流经气液分离器 13 以过热状 态回到压缩机,完成一个完整的直冷冷却循环。
1.2 电池冷板设计
传统口琴管式流道存在着分流困难和传热 面积较小的缺点,图 2 所示为 3 种流道单元结构 的仿真结果,传热单元固体域设置内热源,外壁面与环境对流传热,介质流经 3 种不同结构的流 道对仿真单元进行冷却。在计算域面积相等和仿 真工况相同的前提下,与传统的口琴管流道冷板结构(Ⅰ)相比,四边形流道(Ⅱ)与蜂窝型流道(Ⅲ) 的流动阻力虽然增加,但是蜂窝型流道(Ⅲ)的 固体域平均温度较Ⅰ的低且整体温差更小,说明 Ⅲ能够在有效增强流固耦合传热、提升传热效率 的同时实现固体域侧较佳的均温性能。
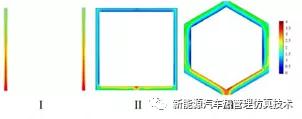
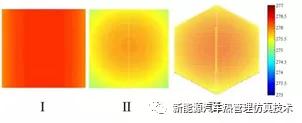
图 2 不同结构流道仿真结

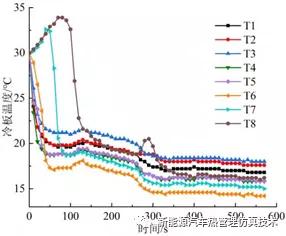
图 3 电池冷板上下表面结构
基于上述学术思想,本文设计并试制了如图 3 所示的新型蜂窝型流道单面吹胀铝板,电池冷 板与动力电池接触侧结构为平面,适用于主流方 形电池模组,下表面为蜂窝型六边形流道。所试制的电池冷板流道宽度为 10 mm,流道高度为 3mm,电池冷板整体厚度为 5 mm,单块电池冷板面积为 0.56 m2。
实验系统 电池冷板侧夹层结构如图4 所示,电池冷板 侧为 5 层夹层结构,加热板与电池冷板间铺设厚 度为 0.5 mm 的导热垫片,底部与顶部布置 2 mm 厚的保温板并采用高粘泡棉将整个电池冷板侧进行密封以减少电加热模拟热源的漏热以及消 除环境温度对实验系统的影响。基于实际电池模 组分布,沿流程在每个模组中心点冷板表面布置 K 型热电偶测量电池冷板表面温度,温度测点 T1~T8 位置分布如图 4 所示。电池冷板侧传热过 程由 4 个传热环节组成,热平衡关系式如式(1) 所示
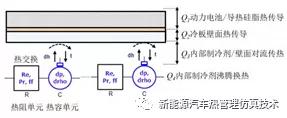
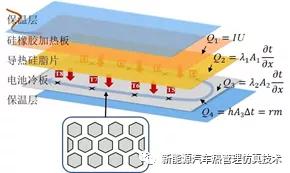
图 4 电池冷板侧夹层结构

式中:I 、 U 分别为调压器测量电流与电压,A、V;λ1与 λ2分别为导热硅脂与电池冷板导热系数,W/(m∙K);h为板内对流换热表面 传热系数,W/(m2∙K);∆T 为流固温差,K;r 为制冷剂汽化潜热,J/kg;qm为制冷剂质量流量, kg/s;Ai(i=1,2,3)为各环节传热面积,m2。基于上述电池冷板侧测试结构,搭建如图 5 所示的测试台架。压缩机通过 CAN 总线与控制 系统通信从而实现转速的调节,根据电池冷板出 口过热度通过 LIN 总线调节电子膨胀阀开度,舱外风机风量通过调整风机电压进行调节。测试 样机采用 8 组硅橡胶加热板模拟动力电池的发 热功率,加热板尺寸根据模组尺寸进行定制,单块加热板尺寸为 306 mm×735 mm,模拟热源配置大功率调压器通过调节供电电压来实现加热 功率的调节。系统采用的制冷剂为 R134a,利用 制冷剂的汽化潜热吸收热源热量,结合制冷剂处 于两相区域时忽略压降前提下温度恒定的热力 学特性来实现电池模组的高效冷却与均温性能。系统上位机采用 NI LabView 进行系统压缩机等 部件的控制以及部分数据采集与存储,热电偶温 度采用 Agilent 34901 模块采集。系统所有连接 管路布置有保温棉,减少管道漏热,每个工况预 热 15 min,测试时间为 10 min,取系统性能参 数稳定部分进行数据处理与测试结果分析。新型吹胀冷板直冷系统关键部件特性参数如表 1 所 示。
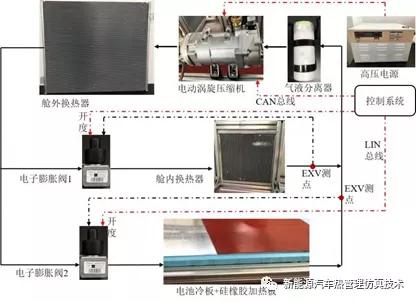
图 5 测试系统示意图
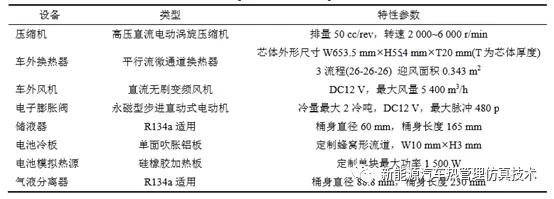
表 1 关键部件参数
2.实验结果与误差分析
2.1 系统不确定度分析
直冷系统主要部件进出口布置高精度铂电 阻和压力传感器。电动压缩机功率通过直流电压和电流变送器测量,模拟热源功率通过调压器读 数与所测量电流获得。空气侧进出口布置温湿度 传感器,空气流速通过高精度风速变送器测量, 冷板表面温度采用 K 型热电偶测量。
为了评估冷媒直冷热管理系统的系统性能, 需利用所测得的实验数据计算系统功耗、换热量和 COP 等系统性能参数。系统部件热力学平衡
式中:Wsys 为系统功耗,kW;∑(qmh)in为进 口焓值乘以质量流量,kW;∑Qin为输入热量, kW;∑(qmh)out为出口焓值乘以质量流量,kW;∑Qout为输出热量,kW。
系统能效比
式中:Qevap为电池冷板侧换热量,kW,利 用电池冷板进出口焓差进行计算;Wsys 为系统功 耗,kW,为压缩机功耗与舱外风机电耗之和。对测试结果进行不确定度分析,对于系统换 热量、COP等非直接测量的系统参数,根据Moffat 公式来计算实验不确定度。经过计算, 冷媒直冷热管理系统在所给定工况下,制冷量与 COP 的不确定度分别为 6.2%与8.3%。
2.2 系统冷却性能
图 6 所示为在 UDDS 测试工况环境温度 30 ℃下给定硅橡胶加热板模拟电池发热量为 5 kW 时,电池冷板上表面温度随时间的变化。
图 6 5 kW 工况下电池冷板温度随时间的变化
测试系统部件启动时序为压缩机启动后 15 s 开启模拟热源,由于新型吹胀直冷系统的高效 冷却特性,冷板进口处表面温度下降很快,经过 40 s 平均温度从 30 ℃降至20 ℃以下,但在系统 运行初期,电池冷板出口处制冷剂过热度过大、 冷板与制冷剂间的对流换热表面传热系数较小, 故电池冷板出口处表面温度呈先短暂上升后快速下降的趋势,并在 150 s 左右整块冷板测点温 度分布满足温控要求,在300 s 后冷板温度保持 动态平衡。通过上述分析可知,系统具备较快的 冷却速率,能够快速响应电池侧热管理需求。
2.3 系统均温性能
制冷剂在冷板内热力过程为管内沸腾强制 对流传热。在忽略管内压降的理想状态下,制冷剂压力保持恒定,结合两相区温度压力一一对应的热力学特性,温度将保持恒定。在实际传热过 程中,随着制冷剂在冷板内流动,由于压降的存 在,冷板内部制冷剂温度将沿流程逐渐下降,在 流程中某一点处达到最低值直至过热之后温度逐渐上升。电池冷板与内部制冷剂之间的传热过 程为强制对流传热,冷板表面温度沿流程同样将 先下降,但 冷板温度上升临界点与制冷剂存在差 异,当冷板内部制冷剂干度上升至某一临界点,制冷剂流型发生变化时,传热恶化导致对流换热 表面传热系数降,冷板温度逐渐上升。如前所述,每块电池冷板布置 8 个 K 型热电偶,按照冷却工况下进口到出口热电偶标号为 T1~T8。图 7 所示为在模拟模组充放电发热功率 为 6 kW 时,电池冷板表面温度分布随时间的变化。由图 7 可知,T1~T8 的温度变化趋势满足上 述理论,电池冷板温度沿流程一直降至最低点 T6,在 T6 之后温度开始呈上升趋势,说明在 T6 附近冷板内部传热开始恶化,对流传热换热 量减小。在控制电池冷板出口过热度为 2K 时, 考虑冷板进出口管径变化造成压降带来的闪发, 电池冷板大部分面积制冷剂状态将始终处于两 相区,故电池冷板出口表面温度与入口基本相 等
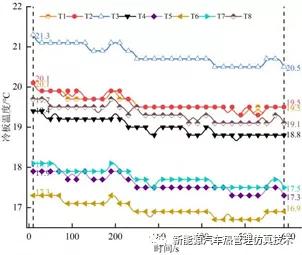
图七
图 8 所示为电池冷板最大温差随加热功率的变化。由图 8 可知,在加热功率 3~6 kW 区间 内,保证电池冷板均温性的前提下,直冷系统冷 板表面温度能控制在 15~20 ℃,随着模拟热源加 热率的增加,电池冷板表面温度上升,当发热功率从 3 kW 增至 6 kW 时,电池冷板表面最高温 度从 17.45 ℃增至 20.86 ℃。另一方面,随着发 热功率的增加冷板表面最大温差上升,均温性能下降,这是由于冷板内的沿程阻力和局部阻力增 大。但在给定的功率区间内,冷板表面的最大温 差均能精准地控制在 4 ℃以内,满足电池模组之间所需的均温性要求
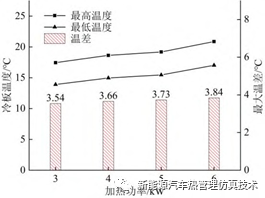
图 8 电池冷板最大温差随加热功率的变化
2.4 冷板压降性能
图 9所示为电池冷板进出口压降随加热功率的变化。由图 9可知,随着加热功率的增加, 系统制冷剂质量流量增加,冷板内制冷剂流速增 大,冷板的压降逐渐增大,在最大加热功率 6 kW 时,电池冷板的进出口压降最大为 89 kPa。经过 分析,由于进出口处管径的突变,此处压降占总压降的比例较大,虽然冷板内部流道与直流道相 比压降会上升,但六边形流道在可接受的压降范 围内达到较佳的均温性
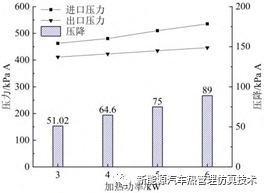
图 9 电池冷板进出口压降随加热功率的变化
2.5 系统整体性能
图 10 所示为在 UDDS 标准工况环境温度 下,调节膨胀阀控制冷板出口过热度 2 K,系统高低压压力与 COP 随加热功率的变化
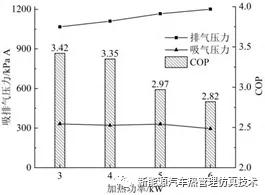
图 10 系统高低压与 COP 随加热功率的变化
由图 10 可知,为了满足电池冷板温度区间和均温性,随着加热功率的增加,电动压缩机转速增加、系统制冷剂质量流量上升,且系统压降增加,故高低压压差上升,系统 COP 下降。当 加热功率从 3 kW 增至 6 kW 时,系统能效虽然 从 3.42 降至 2.82,但在给定的工况区间内,COP 均稳定在 2.8 以上。
3 结论
本文提出采用新型蜂窝型单面吹胀铝板作 为电池冷板的新型冷媒直冷电池热管理系统,设计了新型冷板并搭建了系统测试台架,基于测试 结果,对冷板控温性能和系统整体性能进行分 析。得到如下结论:
1)新型吹胀冷板与传统口琴管流道相比增加了动力电池侧传热面积,系统能够快速响应动 力电池侧的热需求,实现快速冷却。在给定加热 功率 5 kW 下,电池冷板平均温度从 30 ℃降至
20 ℃左右所需时间约为 150 s,与液冷系统和口 琴管流道相比,系统冷却效率高。
2)新型吹胀冷板直冷系统在发热功率 3~6 kW 区间内,电池冷板温度能控制在 15~20 ℃, 最大温差保持在 4 ℃以下,满足动力电池温控与 均温性要求。测点 T1~T6 的温度由于内部压降而逐渐下降,之后 T6~T8 的温度因干度上升和 传热恶化而逐渐上升,冷板压降随制冷量的增大 而增大,在 6 kW 时压降最大为 89 kPa。
3)UDDS 工况控制冷板出口过热度 2 K, 系统 COP 随加热功率的上升和系统高低压压差 上升而降低,稳定在 2.8 以上。
- 下一篇:标准解读VOL.46 | 汽车被动安全标准体系介绍
- 上一篇:底盘极限操控之麋鹿试验






最新资讯
-
全国汽车标准化技术委员会汽车节能分技术委
2025-04-18 17:34
-
我国联合牵头由DC/DC变换器供电的低压电气
2025-04-18 17:33
-
中国汽研牵头的首个ITU-T国际标准正式立项
2025-04-18 17:32
-
为什么要进行汽车以太网接收测试?汽车以太
2025-04-18 17:26
-
产品手册下载 | NI 全新USB数据采集-NI mio
2025-04-18 16:39
