




 广告
广告





















































汽车驱动桥轻量化设计
2020-11-03 22:40:20· 来源:汪振晓

一.研究背景世界汽车工业发展面临三大问题:节能、环保、安全汽车轻量化是节能与环保的重要方法和途径轻量化与汽车制动安全、操纵稳定性、舒适性相关整车轻量化
一.研究背景
世界汽车工业发展面临三大问题:节能、环保、安全
汽车轻量化是节能与环保的重要方法和途径
轻量化与汽车制动安全、操纵稳定性、舒适性相关
整车轻量化:
1、降低排放的有效途径:
世界铝业协会数据:汽车自重每减少10%,排放降低5%-6% 欧盟将实现CO2排放控制目标的基础确定为汽车的小型化与轻量化 美国“新一代汽车共同开发计划”(PNGV)将汽车轻量化列为汽车节 能减排三大技术措施之一。
2、整车经济性提高的重要方法:
研究表明,约75%的油耗与整车的重量有关,降低汽车重量就可 有效降低油耗及排放;对商用车的研究表明,汽车重量每减少100Kg, 油耗可降低6%-7%.
3、提高运输效率,符合我国可持续发展要求:
汽车的轻量化符合国家节能减排战略和中长期科技发展规划的要求 我国原油对外依存度为60%.
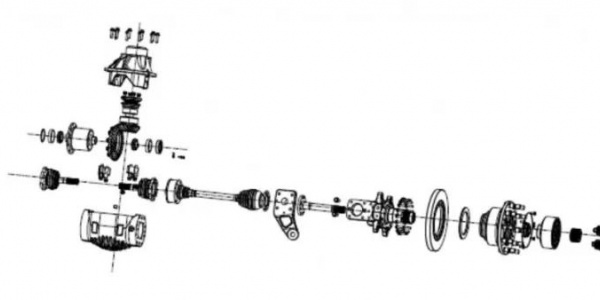
二.轻量化设计方案
驱动桥简介
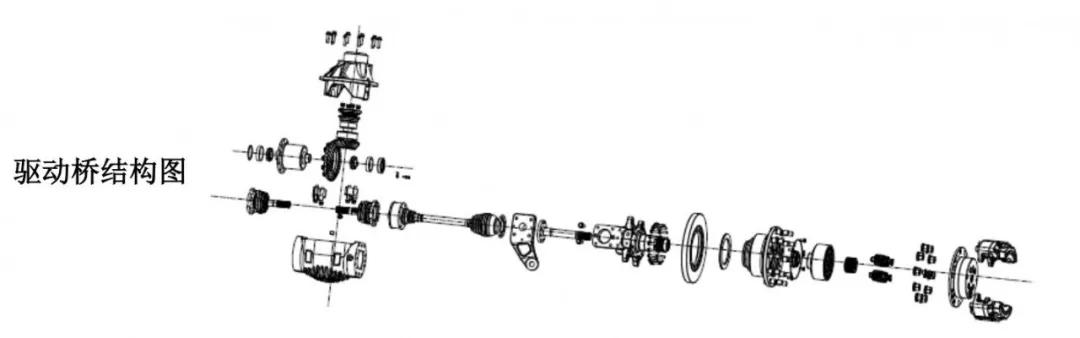
驱动桥功能
①将传动装置传来的发动机扭矩通过主减速器、差速器、 半轴等传到驱动车轮,实现降速増扭;
②通过主减速器圆锥齿轮副或双曲面齿轮副改变转矩的传递方向;
③通过差速器实现两侧车轮差速作用,保证内、外侧车轮以不同转速转向;
④通过桥壳体和车轮实现承载及传力作用。
本文将以某自主品牌越野车车型X 为蓝本 ,以车型X的驱动桥为例讲述 轻量化设计,并应用三维软件和有限元对驱动桥进行分析计算,最后通过台架以及实车试验验证本文所述车型X轻量化方案的可行性。
主减速器减重方案
用较小的尺寸和最轻的质量,设计制造出承载能力强,轻量化的主减速器,可 以降低整车噪声、提高整车舒适性和通过性,还减小了材料的使用和自身功耗。
齿轮机构
齿轮尺寸优化
• 通过过优化主减速器、轮 边减速器速比,原则:适当 提高行星齿轮轮边速比,减 小主减速比;
• 优化齿轮模数,在保证强 度要求的前提下,缩小齿轮 模数,减小齿轮尺寸;
齿轮材料
• 采用性能更优的20CrMoH, 代替20CrMnTi,表面硬度更高, 心部韧性更佳,渗碳后表面性能提升;齿轮工艺
• 采用强力喷丸表面强化技 术,可进一步提高其扭矩传 递能力,喷丸表面强化后的 齿轮疲劳强度寿命最高可提升30%;
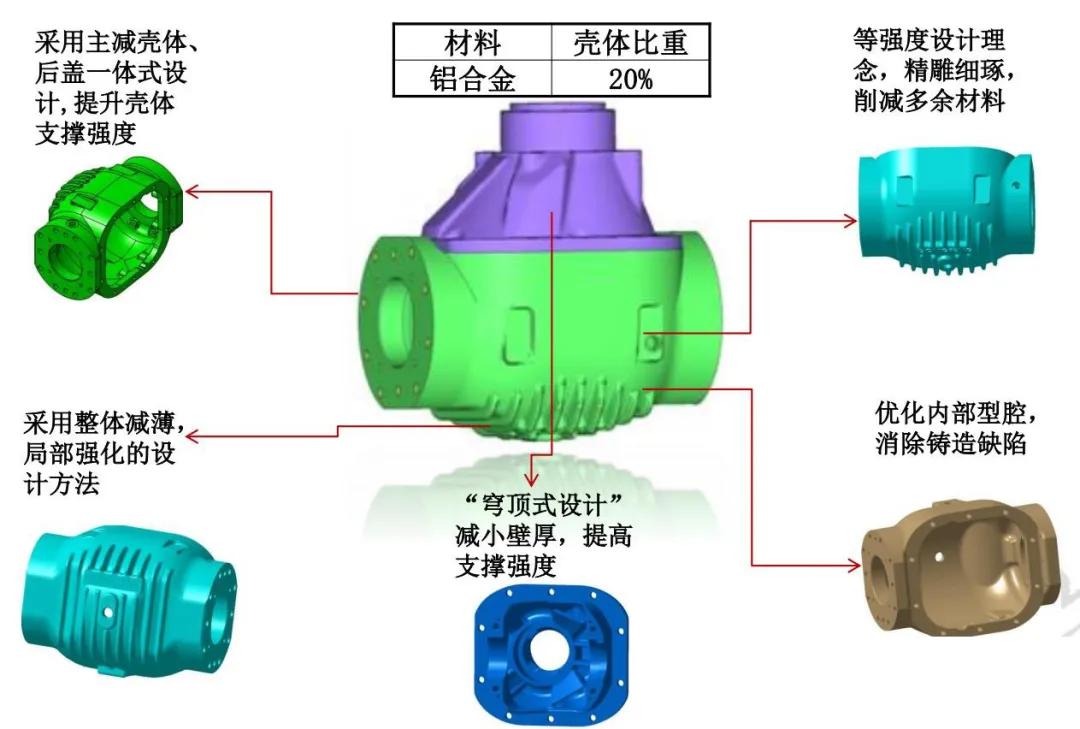
壳体
主减总成壳体重量一般占总成的30%左右,重量占比较大,通过优 化结构、材料以铝代钢,提高材料利用率;
半轴
半轴为主减速器重要零件,对强度要求很高。
优化半轴与突缘连接方式
半轴与输出法兰一体式设计,采 用一次锻造成型,提升了半轴与法 兰的连接强度,同时优化了连接环 节,减少了连接螺母、O 型圈,缩 短了半轴长度,重量减轻;
优化设计后半轴 普通半轴
优化外廓尺寸
减小法兰直径和厚度; 切除多余的法兰边;
等强度设计,切除多余的材料;
优化半轴材料
采用高强度的采用代替传统材料
轮边减速器轻量化方案
轮毂 轮毂是轮胎内廓支撑轮胎的圆桶型的、中心装在轴上的金属部件,又叫做轮圈、钢圈、轱辘、胎 铃。轮毂根据直径、宽度、成型方式、材料不同种类繁多。
新技术、工艺
采用低压铸造技术,材料利用率 提升30%
采用齿轮仿真技术、减小行星齿 轮机构,减小整体尺寸
新材料应用
采用压铸铝合金
结构优化
等强度设计,对轴承支撑、车轮连接部位强化;
优化内部型腔,减小铸造缺陷,提升轮毂强度;
转向节
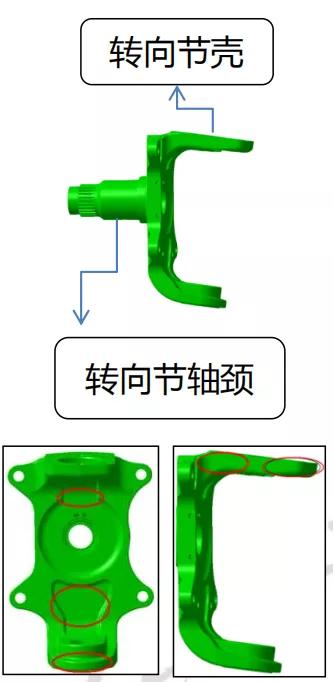

转向节的功用是传递并承受汽车前部载荷,支撑并带动前轮绕主销转动而使汽车转向。在汽 车行驶转状态下,它承受着多变的冲击载荷,因此,要求其具有很高的强度。
针对转向节受力情况进行划分:
- 把车轮与上下三角臂连接,并承受载荷冲击——转向节壳;固定齿圈并承受来自齿圈的扭矩—— 转向节轴颈 ;转向节壳采用轻质材料钛合金,而承受扭矩的轴颈采用合金结构钢。
- 对多余材料进行优化去除;
- 对高应力处进行加强,对受力较小的部位优化去除,造保证整体强度条件下,保证零件最轻;
- 高强度、轻量化材料的利用,钛合金比传统材料轻40%, 强度提升20%;
节臂
转向节臂又叫梯形臂,是转向传动装置的最后一级传力部件,转向节臂安装在左右转向节上, 另一端用球销和横拉杆连接。通过转向纵拉杆将其与转向摇臂连接起来,并实现转向。
1、措施
通过创新设计,通过提 高转向节臂与转下节壳 的配合间隙,提高连接 强度,缩小节臂结构
2、措施
调整转向节臂的安装位置, 改变转向节臂与转下拉杆的 空间角度,优化转向节臂的 受力,可缩小结构
3、措施
切除多余材料
4、措施
采用模锻工艺,提高材料 机械能力,提升零件强度
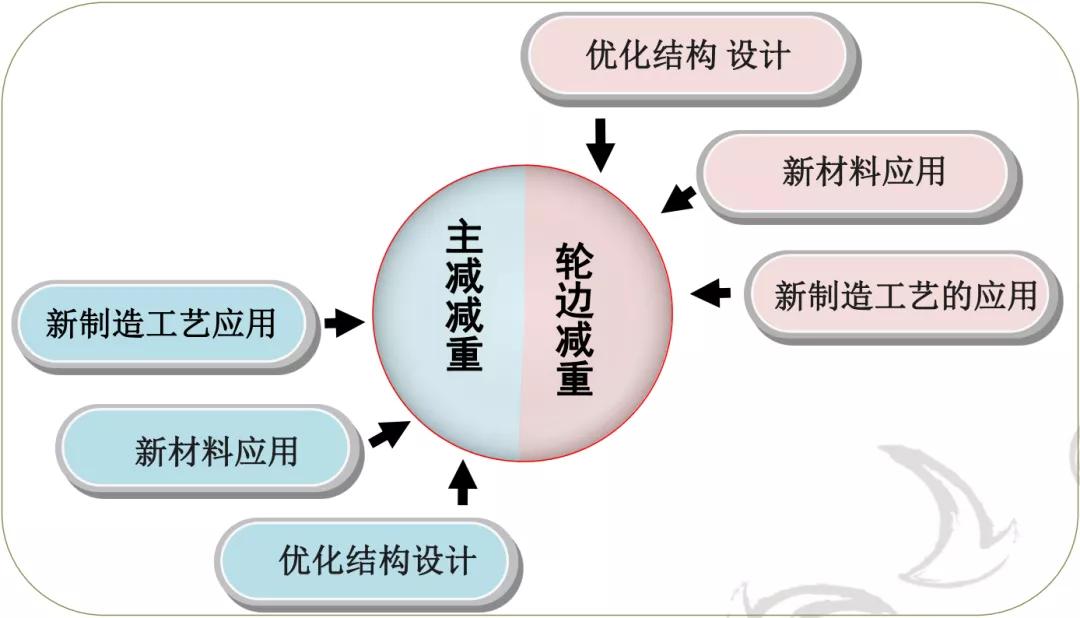
轻量化设计成果
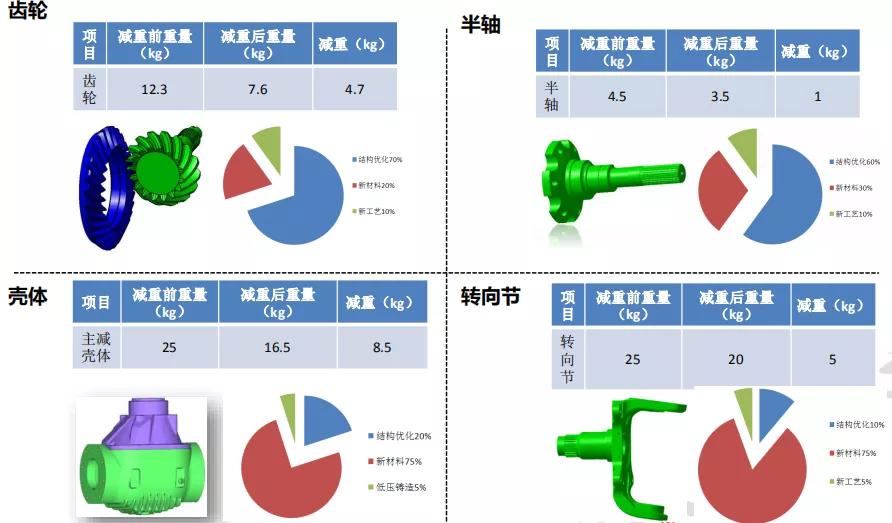
轻量化设计

3、CAE分析
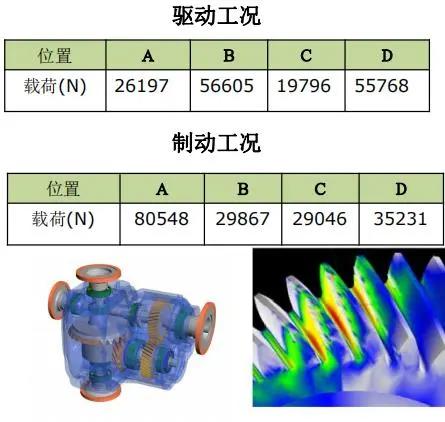
主减速器壳体CAE分析
受力分析
根据相关公式可得出主减速器壳体各轴承处的载荷;
壳体建模
- 主减速器壳体有限元模型由1406672个单元组成;
- 在有限元分析过程中,对输出轴两侧螺栓孔进行全约束,采用二阶单元计算;
- 主减速器壳体的材料为ZL101 ,材料的屈服强度为190MPa。

约束条件
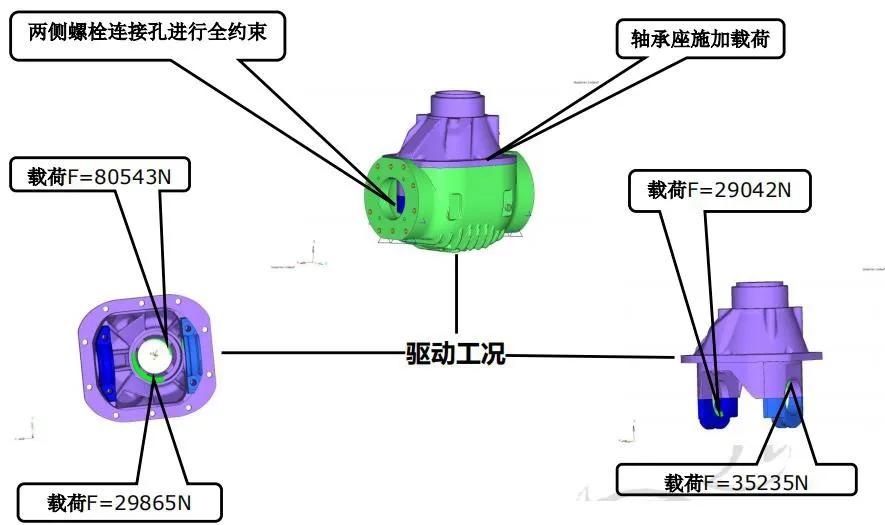
分析结果
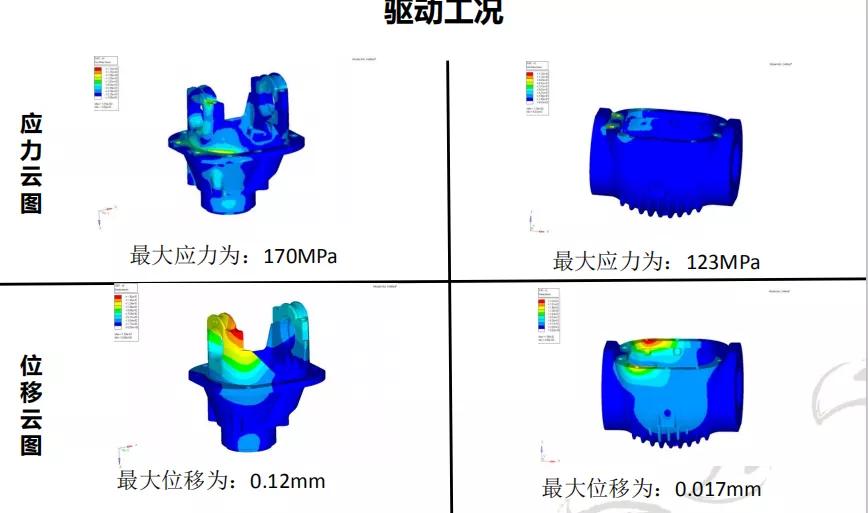
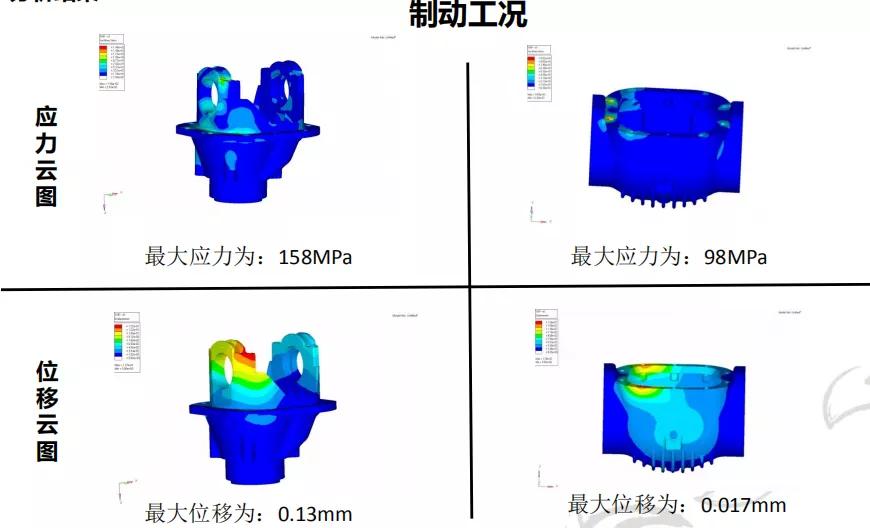
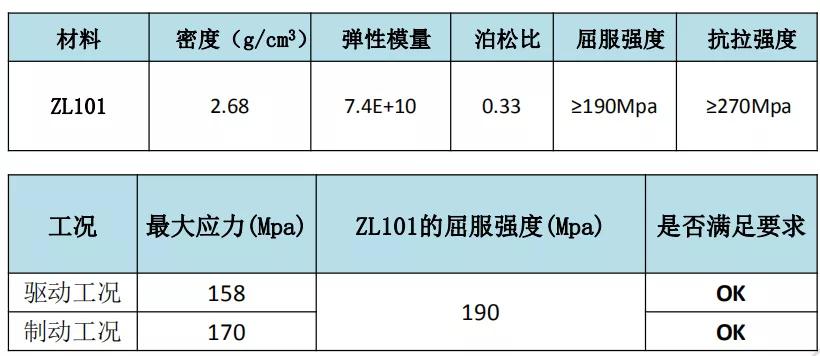
结论:车型X主减速器壳体的最大应力为170MPa,不超过材料屈服极限190MPa, 满足强度要求,轻量化的方案可行。
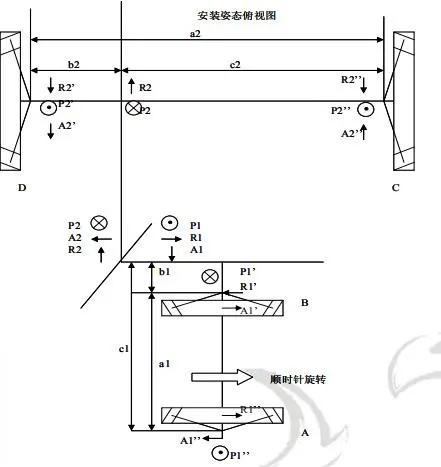
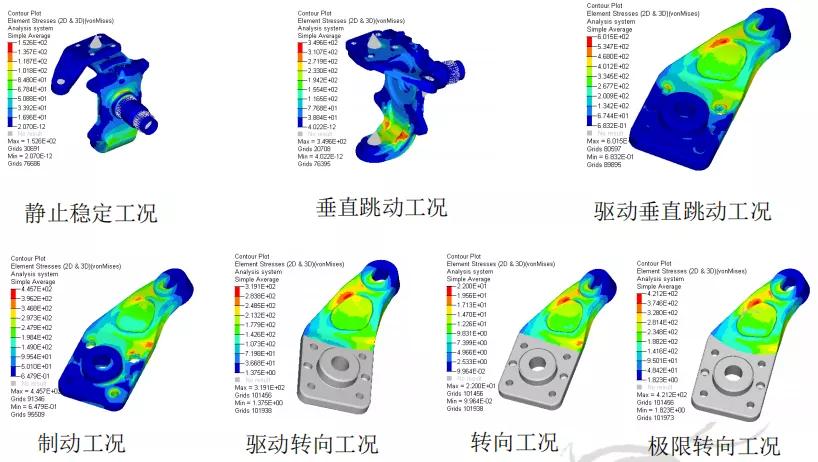
转向节与节臂CAE分析
转向节与转向节臂分析工况说明:
- 根据整车质心高度、轴荷等条件计算车轮所受载荷
- 前六个工况采用惯性释放方法,进行转向节强度计算;极限转向工况约 束轮心点,在上控制臂外点、下控制臂外点、横向推力杆外点加载;
- 前后轴转向节模型一致,且后轴荷大,此分析采用后轴计算;
- 前六个分析工况参考越野车结构零部件强度分析标准:EQCD-26。第七个极限转向工况为考虑自重及转向电机输出最大转向扭矩。
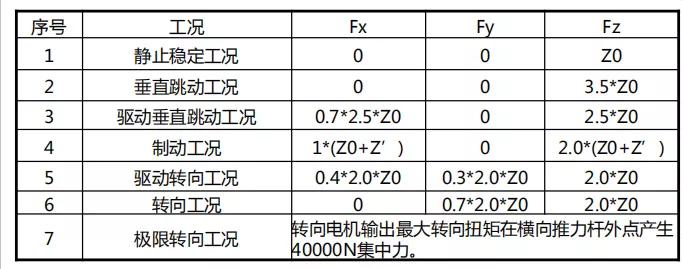
说明:Z0为静载状态下的轮荷,Z’为轴荷转移时产生的附加轮荷
节臂CAE分析
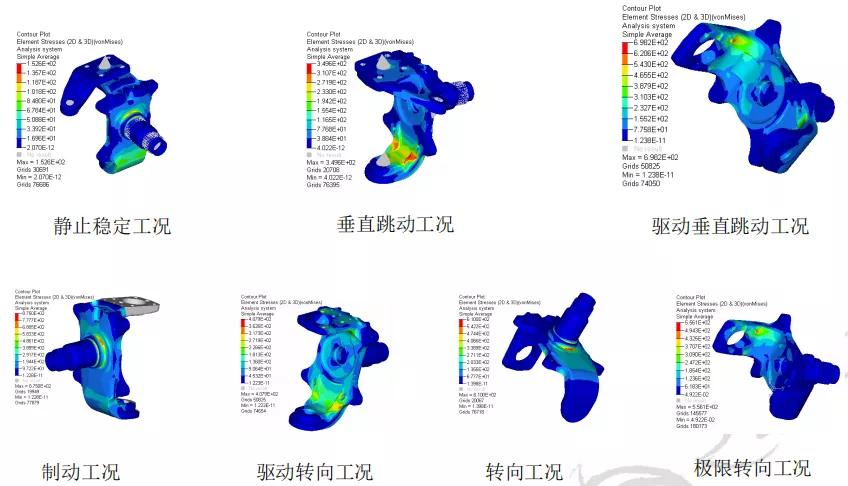
分析结果

结论:车型X转向节的最大应力为875MPa,不超过材料屈服极限930MPa,满足强度要求;车型X转向节臂的最大应力为601.5MPa,不超过材料屈服极限785MPa,满足强度要求, 轻量化方案可行。
轮毂CAE分析
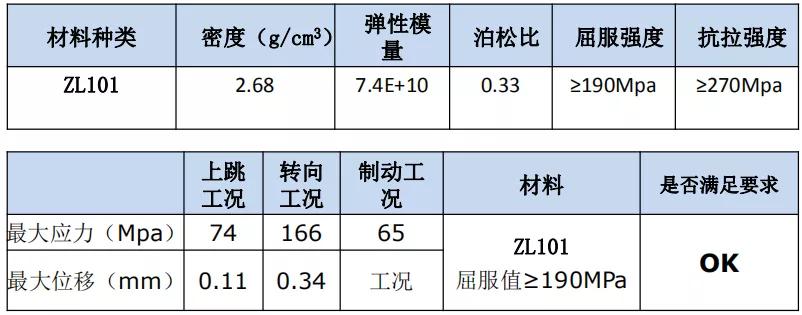
约束:约束连接制动盘螺栓孔位置全部自由度;释放轴承外圈节点沿轴向转动自由度;

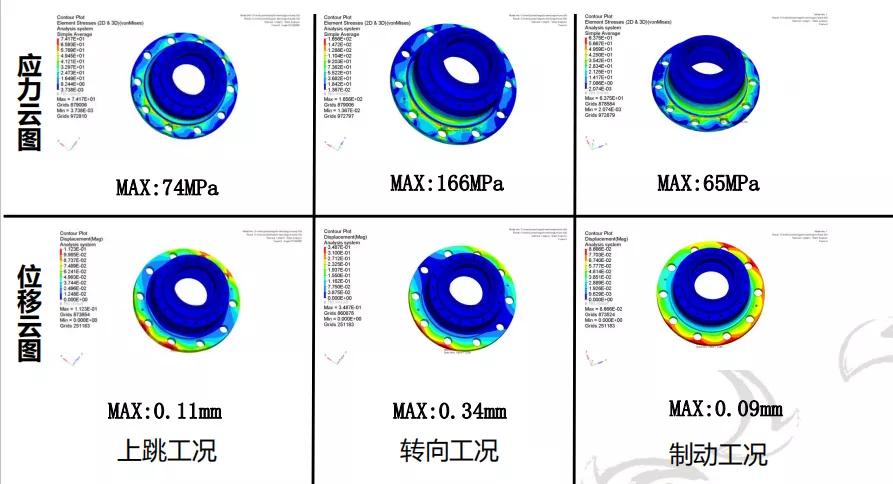
结论:车型X轮毂轻量化后的最大应力(166MPa)小于材料屈服值(190MPa),满 足强度要求。
4、台架与实车试验
总成台架试验
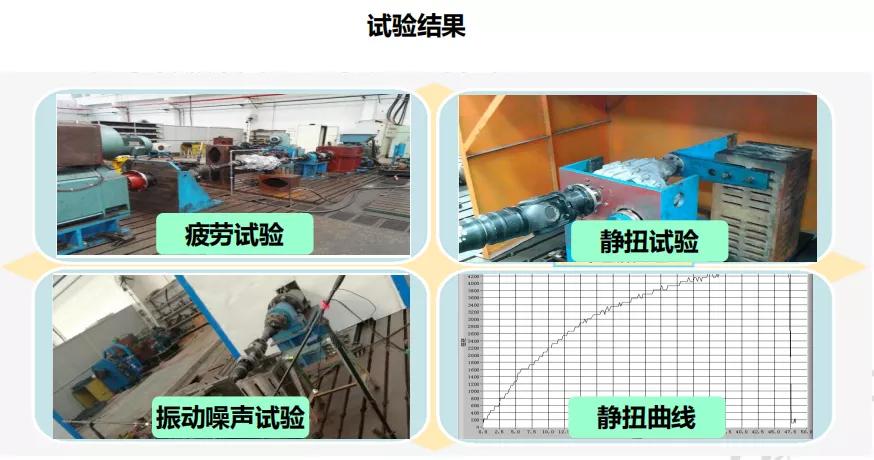
总成疲劳试验,标准与国外不一致,主减速器试验次数50万次以上,满足国标要求;
总成静扭试验,总成后备系数大于2.5,满足国标要求;
实车试验
按照前文设计的总成,进行了总成试制,并开展实车验证,满足使用要求;
5、总结
1、轻量化是今后驱动桥结构设计的根本要求,利用CAE拓扑优化、运用新材 料、探索新工艺是有效的解决途径。
2、选取了驱动桥总成的4个典型部件进行了建模,进行了7个典型工况的力 学分析,计算设计结果并试验改进得出最佳方案,实现了各部件轻量化35kg, 并通过了台架与实车试验。



编辑推荐




最新资讯
-
风噪测试在电动汽车时代的关键作用
2025-04-29 11:34
-
汉航车辆性能测试系列之操纵稳定性测试--汉
2025-04-29 11:09
-
新能源汽车热管理系统验证体系PITMS正式发
2025-04-29 11:09
-
试验载荷谱采集
2025-04-29 11:07
-
APx500 软件演示模式 (Demo Mode) 竟有这些
2025-04-29 08:37
