




 广告
广告





















































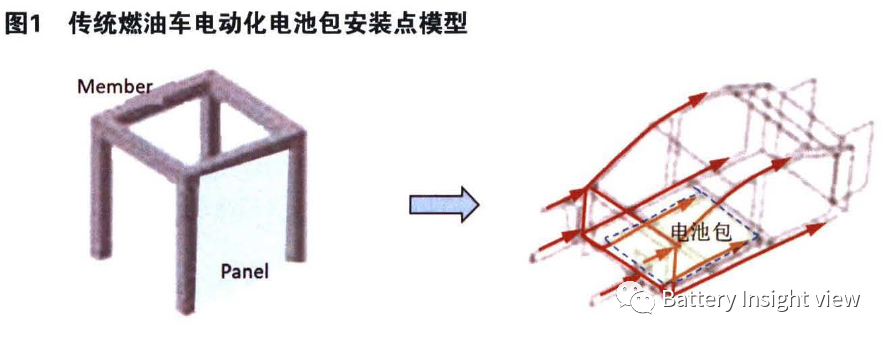
某纯电动汽车电池包安装点结构设计
2021-03-03 11:23:44· 来源:Battery Insight view 作者:battery 风清扬

1引言 目前国内纯电动汽车平台开发的汽车较少,绝大部分纯电动汽车是在传统燃油车基础上电动化后开发的新能源汽车。因此探讨适合传动汽车电动化动力电池安装点的结构设计方法非常重要。本文提出了 一种新型动力电池包安装点结构设计方法,并对安装点进行仿真
1引言
- 下一篇:某电动汽车动力电池挤压仿真与试验
- 上一篇:纯电动商用车电池热管理技术研究



编辑推荐




最新资讯
-
中汽中心工程院能量流测试设备上线全新专家
2025-04-03 08:46
-
上新|AutoHawk Extreme 横空出世-新一代实
2025-04-03 08:42
-
「智能座椅」东风日产N7为何敢称“百万级大
2025-04-03 08:31
-
基于加速度计补偿的俯仰角和路面坡度角估计
2025-04-03 08:30
-
《北京市自动驾驶汽车条例》正式实施 L3级
2025-04-02 20:23
