




 广告
广告





















































车用固态锂电池研究进展及产业化应用
2021-04-15 11:29:40· 来源:1.北京新能源汽车技术创新中心有限公司2.哈尔滨工业大学物理 作者:武佳雄等

随着新能源汽车的快速发展和电网储能的需求增长,对于高能量密度和高安全性电池的需求越来越迫切。如图1所示,根据工信部制定的《节能与新能源汽车技术路线图》
随着新能源汽车的快速发展和电网储能的需求增长,对于高能量密度和高安全性电池的需求越来越迫切。如图1所示,根据工信部制定的《节能与新能源汽车技术路线图》,单体电芯比能量要在2020年达到300Wh/kg,力争达到350Wh/kg。
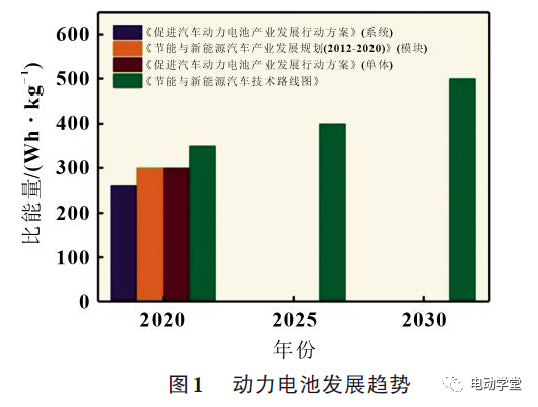
2025年达到400Wh/kg,2030年达到500Wh/kg。然而目前的高容量电池体系,其实际比能量很难达到400Wh/kg。传统的锂离子电池一般采用石墨负极或硅碳负极,电池的比能量为300~350Wh/kg,已经达到设计极限,很难满足500Wh/kg的要求。
另外,传统锂离子电池大多采用液态有机电解质。液态电解质具有易燃、高压分解等缺点,导致电池的安全性能较差,新能源汽车的燃烧大多是因为电池出现问题。
1 车用动力锂电池电芯性能需求
根据新能源汽车的使用特点,车用动力电池一般应具有安全可靠、比能量高、比功率大、自放电少、工作温度范围宽、使用寿命长和成本低等特点,如表1所示。
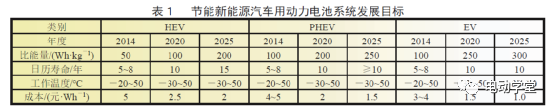
按照电动汽车的分类,完全由电池驱动的纯电动汽车应采用大容量、高能量密度的能量型电池。以电动汽车为应用目标,锂离子动力电池需要进一步完善性能指标、降低成本、提高安全性和使用寿命。
2 固态电池优势
固态电池能够有效提升电池能量密度。为了满足更高的能量密度需求,采用金属锂是一种解决方法,其比容量能够达到3800mAh/g,约为石墨的10倍。但是,液态电池中的锂负极在循环过程中会有不可控的锂枝晶生长、无限的体积膨胀等,这些问题抑制了锂负极在液态电池中的应用。相比较液态电解质,固态电解质具有较强的机械性能,能够抑制锂枝晶生长,因此固态电池能够实现锂金属的应用,进而提升电池的能量密度。
固态电池的热稳定性好。液态电池在高温下通常会发生电解液分解、产气等问题,引发严重的安全事故。固态电池的一个显著优点是高温性能好。这是因为:1)固态电解质的聚合物骨架在高温下呈非晶态,有利于聚合物骨架中链段的运动,促进锂离子电导率;2)无机陶瓷固态电解质本征属于无机陶瓷,其热分解温度较高,随着温度的升高,晶格热运动加剧,有利于离子的扩散和传输,提升离子电导率。固态电池显著降低了液态电池中的冷却系统需求。研究表明,液态电池SEI膜在80~120℃开始分解,隔膜在120℃左右发生融化,进而导致内短路以及后续的热失控,而大多数固态电解质则在大于200℃开始分解。因此固态电池相比液态电池具有更高的热稳定性。
固态电池具有更加灵活的成组方式。固态电池可以采用内串的成组方式,内串式结构设计是一种将电池内部极片以串联方式连接的结构设计,实现单体电池电压的提升。具有内串结构的单体电池电压可达到多个电芯串联的电压水平,降低了包装结构的使用,提高成组效率。
3 固态电池技术研究进展
3.1 固态电解质
固态电解质是固态电池的关键组成部分,直接决定了固态电池性能。在众多种类的固态电解质中,复合固态电解质和硫化物电解质是目前研究较多,也是最有希望实现固态电池商业化应用的两类固态电解质。
3.1.1 复合固态电解质
复合固态电解质是由有机聚合物骨架和无机填料复合而成,同时利用了二者的优势,使其具有较好的离子电导率和机械性能。
在众多聚合物体系中,最有希望实现产业化的骨架材料是PEO和PVDF-HFP体系。PEO具有较高的介电常数和较强的Li+溶剂化能力,是研究最为广泛的骨架材料。但是PEO骨架常温链段运动能力非常差,影响了PEO材料的离子电导率。在PEO中加入无机填料能够降低聚合物结晶度,提高PEO链段的运动能力。PVDF-HFP是另一种常用的聚合物骨架材料,PVDF链中的吸电子官能团有利于锂盐的溶解。为了降低结晶度,通常将六氟丙烯(HFP)添加到PVDF中来提高固态电解质的离子电导率。然而,基于PVDF的电解质具有相对较低的机械强度。解决该问题的一种有效方法是将无机填料添加到PVDF聚合物基体中以形成复合电解质。因此,无机填料的添加对于复合电解质至关重要。
无机活性填料的尺寸会影响复合固态电解质性能。
3.1.2 硫化物固态电解质
硫化物固态电解质是由氧化物衍生而来,氧化物中的氧元素被电负性弱并且离子半径大的硫元素代替,减小了对锂离子的束缚,同时引发晶格结构的扩展,形成较大尺寸的离子传输通道,从而拥有更高的离子电导率。除此之外,硫化物电解质还具有优异的热稳定性、宽的电化学窗口、良好的机械性能等优点。对于硫化物固态电解质的研究最先从Li2S-SiS2材料体系开始,但是含硅硫化物电解质的离子电导率普遍较低,虽然可通过添加锂盐来提升电解质膜的离子电导率,但改善效果并不明显。随后对于硫化物固态电解质的研究逐渐由含硅体系转向含磷体系。含磷体系Li2S-P2S5硫化物固态电解质根据有无金属元素可分为二元磷硫硫化物固态电解质和三元硫化物固态电解质;按结晶程度的差异可分为玻璃类(非晶形)、玻璃陶瓷类(半结晶状态)和陶瓷类硫化物固态电解质(完全结晶态)。晶体材料具有良好的传导通道,如Li10GeP2S12的室温离子电导率为0.012S/cm,近似于液态电解质电导率,表现出良好的应用前景。
硫化物固态电解质的应用需要考虑溶剂、粘结剂与硫化物固态电解质的相容性。研究表明只有极性指数低于3.1的溶剂才能与硫化物固态电解质完全相容。此外,硫化物固态电解质在环境条件下的稳定性也是制约其量产的重要因素。硫化物固态电解质暴露于潮湿的空气中时会发生水解反应,生成H2S气体,因此电池制备必须在干燥环境下进行。通过稳定氧化物部分取代硫化物,硫化物固态电解质的水分稳定性能够得到改善。
3.2 界面技术
固态电池中的界面问题是制约电池性能的重要因素。与液态电池中的固-液界面不同,固态电池内部是固-固界面,包括负极-电解质界面、正极-电解质界面、电极内部颗粒间的界面等。固态电池中的界面既有物理接触,也有化学接触。物理接触主要涉及电解质和电极之间离子传输的点对点接触;化学接触主要涉及电解质和电极之间的副反应,降低界面稳定性,增加界面阻抗。对于界面的研究主要集中在负极和正极与电解质的接触上。
3.2.1 负极/电解质界面
锂金属在液态电解质中的高活性会带来严重的安全问题,用固态电解质代替液态电解质能够在很大程度上解决锂负极的安全问题。然而,锂金属/电解质之间的界面问题限制了采用锂负极的全固态电池发展。为了改善界面性能,在固-固界面之间设计界面层是一种有效方法。一些具有弹性的物质,如聚合物、凝胶和离子液体,能够将固态电解质和锂金属电极之间的刚性接触改变为软接触,不仅可以降低锂金属/固态电解质的界面阻抗,有利于锂离子在相界面的快速转移,还有利于锂的均匀沉积,抑制锂枝晶的生长。近期,科学家们又提出一种新颖的方法,通过原位聚合的方法来设计固态电极和固态电解质之间的界面。
3.2.2 正极/电解质界面
为了提升电池比能量,对正极材料的容量和电压需求较高。虽然固态电解质比液态电解质对高压正极材料具有更好的耐受性,但正极/固态电解质界面存在几个问题:界面处阻抗较大,界面元素扩散,由高压分解和空间电荷层引起的界面副反应等。多数研究工作着重于正极材料的表面修饰以解决上述问题。将正极与电解质混合是解决两者之间界面问题的有效方法,将复合固态电解质的成分(聚合物和锂盐)添加到正极活性物质中,或用复合电解质中的聚合物成分代替电极中的粘结剂。另外,集成的正极/固态电解质结构也能够降低界面阻抗。
一种方法是通过加热、浇铸或原位聚合使固态电解质组分渗透到正极活性材料中,另一种方法是设计多孔固态电解质作为负载正极材料的主体。实现与固液接触相当的无缝原子级电极/电解质界面是新的研究方向。
4 车用固态电池发展现状
4.1 半固态电池
为了利用固态电解质良好的机械特性,同时降低电解质和电极的界面阻抗,可以在固态电池中添加电解液组成半固态电池。作为从传统液态锂离子电池到全固态锂电池发展过程中的过渡产品,半固态(准固态)电池的研发也受到了许多企业和研究机构的青睐。
卫蓝新能源有限公司在中国科学院战略性先导科技专项的支持下,于2018年成功开发出质量比能量达300Wh/kg、容量为42Ah的混合固液单体电池,并基于此电芯开发出质量比能量高达208Wh/kg、电压约350V、带电量为72.6kWh的电池系统,在北汽新能源EC260车型搭载实现NEDC续航大于500km,展现出优异的性能。
4.2 全固态电池
目前车用全固态电池中成熟度最高的是法国Bolloré公司的PEO基电解质固态电池,已经应用于英国的城市租赁车上。早在2011年10月,Bolloré就开始利用自主开发的电动汽车“Bluecar”和电动巴士“Bluebus”在法国巴黎及其郊外提供汽车共享服务“Autolib”,几年来已累计投入了约3000辆车搭载30kWh固态电池,其工作温度要求60~80℃,正极采用LFP和LixV2O8,早期Pack比能量仅为100Wh/kg,最新一代Batscap-Bollore开发的固态动力电池提升到了200Wh/kg,1500次循环容量超过96%,电池容量为10~30Ah,已成功应用于Autolib四轮小型汽车,保有量达到4000辆。
硫化物体系固态电池的商业化开发与应用比较集中于日本的企业及研发机构。日本新能源产业技术综合开发机构与丰田汽车、松下启动新一代高效电池“全固态电池”的开发,力争2022年前确立技术。日本举全国之力投入到固态电池研发之中,23家汽车、电池、材料企业,15家学术机构,总计投入100亿日元,这是日本的第二期固态电池研发项目。2017年5月,日本经济产业省宣布出资16亿日元,联合丰田、松下、GS汤浅等国内顶级产业链力量,共同研发固态电池,希望2030年实现800km续航目标。丰田的固态电池达到230Wh/kg,容量为2.4~15Ah,进入小型平板车试用阶段,预计2022年上市。
作为氧化物路线固态电池研发机构的代表之一,中国台湾的辉能科技股份有限公司所开发的固态锂陶瓷电池,采用柔性电路板作为电池的封装材料,显著降低了电池厚度,实现了电池可挠曲、可卷曲,体积比能量最高可达833Wh/L,结合其开发的电池内部同步串并联的“双极”技术,单颗电芯电压可达60V,减少了电池管理和分流充电的需求,降低成组成本并大幅提高了电池包的体积比能量。辉能于2017年与天际汽车合作完成了首个固态电池包的实车验证工作,随后伴随着MAB(MultiAxisBipolar)电池包的成功开发,辉能与蔚来、天际、爱驰等数家主机厂签署战略合作协议,开展固态电池包的装车测试。
5 结语
本文分析比较了目前研究较多的复合固态电解质和硫化物固态电解质,阐述了电解质性能改进方法,讨论了正负极和电解质之间的界面改性技术,最后介绍了目前车用固态电池的产业化问题和研究进展。基于以上分析可知,固态电解质通过改性能够显著提升离子电导率,结合界面改性技术能够实现固态电池性能提升。未来随着电解质技术、界面技术和锂金属负极保护技术的成熟,半固态电池和液态电池将会逐渐被含锂负极的全固态电池所替代。
2025年达到400Wh/kg,2030年达到500Wh/kg。然而目前的高容量电池体系,其实际比能量很难达到400Wh/kg。传统的锂离子电池一般采用石墨负极或硅碳负极,电池的比能量为300~350Wh/kg,已经达到设计极限,很难满足500Wh/kg的要求。
另外,传统锂离子电池大多采用液态有机电解质。液态电解质具有易燃、高压分解等缺点,导致电池的安全性能较差,新能源汽车的燃烧大多是因为电池出现问题。
1 车用动力锂电池电芯性能需求
根据新能源汽车的使用特点,车用动力电池一般应具有安全可靠、比能量高、比功率大、自放电少、工作温度范围宽、使用寿命长和成本低等特点,如表1所示。
按照电动汽车的分类,完全由电池驱动的纯电动汽车应采用大容量、高能量密度的能量型电池。以电动汽车为应用目标,锂离子动力电池需要进一步完善性能指标、降低成本、提高安全性和使用寿命。
2 固态电池优势
固态电池能够有效提升电池能量密度。为了满足更高的能量密度需求,采用金属锂是一种解决方法,其比容量能够达到3800mAh/g,约为石墨的10倍。但是,液态电池中的锂负极在循环过程中会有不可控的锂枝晶生长、无限的体积膨胀等,这些问题抑制了锂负极在液态电池中的应用。相比较液态电解质,固态电解质具有较强的机械性能,能够抑制锂枝晶生长,因此固态电池能够实现锂金属的应用,进而提升电池的能量密度。
固态电池的热稳定性好。液态电池在高温下通常会发生电解液分解、产气等问题,引发严重的安全事故。固态电池的一个显著优点是高温性能好。这是因为:1)固态电解质的聚合物骨架在高温下呈非晶态,有利于聚合物骨架中链段的运动,促进锂离子电导率;2)无机陶瓷固态电解质本征属于无机陶瓷,其热分解温度较高,随着温度的升高,晶格热运动加剧,有利于离子的扩散和传输,提升离子电导率。固态电池显著降低了液态电池中的冷却系统需求。研究表明,液态电池SEI膜在80~120℃开始分解,隔膜在120℃左右发生融化,进而导致内短路以及后续的热失控,而大多数固态电解质则在大于200℃开始分解。因此固态电池相比液态电池具有更高的热稳定性。
固态电池具有更加灵活的成组方式。固态电池可以采用内串的成组方式,内串式结构设计是一种将电池内部极片以串联方式连接的结构设计,实现单体电池电压的提升。具有内串结构的单体电池电压可达到多个电芯串联的电压水平,降低了包装结构的使用,提高成组效率。
3 固态电池技术研究进展
3.1 固态电解质
固态电解质是固态电池的关键组成部分,直接决定了固态电池性能。在众多种类的固态电解质中,复合固态电解质和硫化物电解质是目前研究较多,也是最有希望实现固态电池商业化应用的两类固态电解质。
3.1.1 复合固态电解质
复合固态电解质是由有机聚合物骨架和无机填料复合而成,同时利用了二者的优势,使其具有较好的离子电导率和机械性能。
在众多聚合物体系中,最有希望实现产业化的骨架材料是PEO和PVDF-HFP体系。PEO具有较高的介电常数和较强的Li+溶剂化能力,是研究最为广泛的骨架材料。但是PEO骨架常温链段运动能力非常差,影响了PEO材料的离子电导率。在PEO中加入无机填料能够降低聚合物结晶度,提高PEO链段的运动能力。PVDF-HFP是另一种常用的聚合物骨架材料,PVDF链中的吸电子官能团有利于锂盐的溶解。为了降低结晶度,通常将六氟丙烯(HFP)添加到PVDF中来提高固态电解质的离子电导率。然而,基于PVDF的电解质具有相对较低的机械强度。解决该问题的一种有效方法是将无机填料添加到PVDF聚合物基体中以形成复合电解质。因此,无机填料的添加对于复合电解质至关重要。
无机活性填料的尺寸会影响复合固态电解质性能。
3.1.2 硫化物固态电解质
硫化物固态电解质是由氧化物衍生而来,氧化物中的氧元素被电负性弱并且离子半径大的硫元素代替,减小了对锂离子的束缚,同时引发晶格结构的扩展,形成较大尺寸的离子传输通道,从而拥有更高的离子电导率。除此之外,硫化物电解质还具有优异的热稳定性、宽的电化学窗口、良好的机械性能等优点。对于硫化物固态电解质的研究最先从Li2S-SiS2材料体系开始,但是含硅硫化物电解质的离子电导率普遍较低,虽然可通过添加锂盐来提升电解质膜的离子电导率,但改善效果并不明显。随后对于硫化物固态电解质的研究逐渐由含硅体系转向含磷体系。含磷体系Li2S-P2S5硫化物固态电解质根据有无金属元素可分为二元磷硫硫化物固态电解质和三元硫化物固态电解质;按结晶程度的差异可分为玻璃类(非晶形)、玻璃陶瓷类(半结晶状态)和陶瓷类硫化物固态电解质(完全结晶态)。晶体材料具有良好的传导通道,如Li10GeP2S12的室温离子电导率为0.012S/cm,近似于液态电解质电导率,表现出良好的应用前景。
硫化物固态电解质的应用需要考虑溶剂、粘结剂与硫化物固态电解质的相容性。研究表明只有极性指数低于3.1的溶剂才能与硫化物固态电解质完全相容。此外,硫化物固态电解质在环境条件下的稳定性也是制约其量产的重要因素。硫化物固态电解质暴露于潮湿的空气中时会发生水解反应,生成H2S气体,因此电池制备必须在干燥环境下进行。通过稳定氧化物部分取代硫化物,硫化物固态电解质的水分稳定性能够得到改善。
3.2 界面技术
固态电池中的界面问题是制约电池性能的重要因素。与液态电池中的固-液界面不同,固态电池内部是固-固界面,包括负极-电解质界面、正极-电解质界面、电极内部颗粒间的界面等。固态电池中的界面既有物理接触,也有化学接触。物理接触主要涉及电解质和电极之间离子传输的点对点接触;化学接触主要涉及电解质和电极之间的副反应,降低界面稳定性,增加界面阻抗。对于界面的研究主要集中在负极和正极与电解质的接触上。
3.2.1 负极/电解质界面
锂金属在液态电解质中的高活性会带来严重的安全问题,用固态电解质代替液态电解质能够在很大程度上解决锂负极的安全问题。然而,锂金属/电解质之间的界面问题限制了采用锂负极的全固态电池发展。为了改善界面性能,在固-固界面之间设计界面层是一种有效方法。一些具有弹性的物质,如聚合物、凝胶和离子液体,能够将固态电解质和锂金属电极之间的刚性接触改变为软接触,不仅可以降低锂金属/固态电解质的界面阻抗,有利于锂离子在相界面的快速转移,还有利于锂的均匀沉积,抑制锂枝晶的生长。近期,科学家们又提出一种新颖的方法,通过原位聚合的方法来设计固态电极和固态电解质之间的界面。
3.2.2 正极/电解质界面
为了提升电池比能量,对正极材料的容量和电压需求较高。虽然固态电解质比液态电解质对高压正极材料具有更好的耐受性,但正极/固态电解质界面存在几个问题:界面处阻抗较大,界面元素扩散,由高压分解和空间电荷层引起的界面副反应等。多数研究工作着重于正极材料的表面修饰以解决上述问题。将正极与电解质混合是解决两者之间界面问题的有效方法,将复合固态电解质的成分(聚合物和锂盐)添加到正极活性物质中,或用复合电解质中的聚合物成分代替电极中的粘结剂。另外,集成的正极/固态电解质结构也能够降低界面阻抗。
一种方法是通过加热、浇铸或原位聚合使固态电解质组分渗透到正极活性材料中,另一种方法是设计多孔固态电解质作为负载正极材料的主体。实现与固液接触相当的无缝原子级电极/电解质界面是新的研究方向。
4 车用固态电池发展现状
4.1 半固态电池
为了利用固态电解质良好的机械特性,同时降低电解质和电极的界面阻抗,可以在固态电池中添加电解液组成半固态电池。作为从传统液态锂离子电池到全固态锂电池发展过程中的过渡产品,半固态(准固态)电池的研发也受到了许多企业和研究机构的青睐。
卫蓝新能源有限公司在中国科学院战略性先导科技专项的支持下,于2018年成功开发出质量比能量达300Wh/kg、容量为42Ah的混合固液单体电池,并基于此电芯开发出质量比能量高达208Wh/kg、电压约350V、带电量为72.6kWh的电池系统,在北汽新能源EC260车型搭载实现NEDC续航大于500km,展现出优异的性能。
4.2 全固态电池
目前车用全固态电池中成熟度最高的是法国Bolloré公司的PEO基电解质固态电池,已经应用于英国的城市租赁车上。早在2011年10月,Bolloré就开始利用自主开发的电动汽车“Bluecar”和电动巴士“Bluebus”在法国巴黎及其郊外提供汽车共享服务“Autolib”,几年来已累计投入了约3000辆车搭载30kWh固态电池,其工作温度要求60~80℃,正极采用LFP和LixV2O8,早期Pack比能量仅为100Wh/kg,最新一代Batscap-Bollore开发的固态动力电池提升到了200Wh/kg,1500次循环容量超过96%,电池容量为10~30Ah,已成功应用于Autolib四轮小型汽车,保有量达到4000辆。
硫化物体系固态电池的商业化开发与应用比较集中于日本的企业及研发机构。日本新能源产业技术综合开发机构与丰田汽车、松下启动新一代高效电池“全固态电池”的开发,力争2022年前确立技术。日本举全国之力投入到固态电池研发之中,23家汽车、电池、材料企业,15家学术机构,总计投入100亿日元,这是日本的第二期固态电池研发项目。2017年5月,日本经济产业省宣布出资16亿日元,联合丰田、松下、GS汤浅等国内顶级产业链力量,共同研发固态电池,希望2030年实现800km续航目标。丰田的固态电池达到230Wh/kg,容量为2.4~15Ah,进入小型平板车试用阶段,预计2022年上市。
作为氧化物路线固态电池研发机构的代表之一,中国台湾的辉能科技股份有限公司所开发的固态锂陶瓷电池,采用柔性电路板作为电池的封装材料,显著降低了电池厚度,实现了电池可挠曲、可卷曲,体积比能量最高可达833Wh/L,结合其开发的电池内部同步串并联的“双极”技术,单颗电芯电压可达60V,减少了电池管理和分流充电的需求,降低成组成本并大幅提高了电池包的体积比能量。辉能于2017年与天际汽车合作完成了首个固态电池包的实车验证工作,随后伴随着MAB(MultiAxisBipolar)电池包的成功开发,辉能与蔚来、天际、爱驰等数家主机厂签署战略合作协议,开展固态电池包的装车测试。
5 结语
本文分析比较了目前研究较多的复合固态电解质和硫化物固态电解质,阐述了电解质性能改进方法,讨论了正负极和电解质之间的界面改性技术,最后介绍了目前车用固态电池的产业化问题和研究进展。基于以上分析可知,固态电解质通过改性能够显著提升离子电导率,结合界面改性技术能够实现固态电池性能提升。未来随着电解质技术、界面技术和锂金属负极保护技术的成熟,半固态电池和液态电池将会逐渐被含锂负极的全固态电池所替代。
- 下一篇:达安中心已完全具备欧盟e-Call相关标准检测能力
- 上一篇:电动汽车电池测试参数




最新资讯
-
中汽中心工程院能量流测试设备上线全新专家
2025-04-03 08:46
-
上新|AutoHawk Extreme 横空出世-新一代实
2025-04-03 08:42
-
「智能座椅」东风日产N7为何敢称“百万级大
2025-04-03 08:31
-
基于加速度计补偿的俯仰角和路面坡度角估计
2025-04-03 08:30
-
《北京市自动驾驶汽车条例》正式实施 L3级
2025-04-02 20:23
