




 广告
广告





















































浅谈微通道扁管在汽车冷凝器上应用现状及发展趋势
2021-06-03 15:26:40· 来源:豫新汽车热管理科技有限公司 作者:高延良等

1 前言汽车空调冷凝器是汽车空调系统中的重要组成部件之一。汽车用冷凝器多使用风冷式散热,常见的风冷式冷凝器属千换热器的一种,通过制冷剂与空气间的热量交换实
1 前言
汽车空调冷凝器是汽车空调系统中的重要组成部件之一。汽车用冷凝器多使用风冷式散热,常见的风冷式冷凝器属千换热器的一种,通过制冷剂与空气间的热量交换实现能量转移。风冷式冷凝器为全铝焊接换热器,其中扁管和翅片是其重要的散热零部件。
为使冷凝器达到较高的散热效率,结合整车的空间布局,风冷式冷凝器一般置于汽车前端,进风栅格之后。风冷式冷凝器在整车中的布局,导致冷凝器经受着非常苛刻的道路环境和气候环境,包括雨水(酸雨)、路面挥发的盐、汽车排出的废气、沙石粒、灰尘和泥浆的污染,还承受反复的高压和周期性的振动,使用环境非常恶劣,故冷凝器的外部防腐蚀设计至关重要,耐腐蚀性能的好坏是衡量全铝焊接冷凝器的重要标准之一。随着汽车行业标准不断提升,主机厂对冷凝器耐腐蚀性能要求也越来越高,扁管作为冷凝器的主要换热和防腐部件,采用不同成型方法和表面涂层的扁管对冷凝器本身的耐腐蚀性能有重要影响。
2 冷凝器扁管和翅片搭配设计机理
鉴于市场成本压力以及供应商技术能力的限制,目前市场上大多数冷凝器扁管采用挤压的成型,多数结构市场采用表面喷Zn的的处理方法,部分市场采用表面涂覆Zn-Siflux涂层的处理方法。少数市场采用折叠成型的折叠扁管。
对于表面喷Zn的挤压扁管,因其表面无焊料,未完成与翅片的焊接,需搭配复合翅片;对于表面涂覆Zn-Siflux涂层的挤压扁管和折叠成型的折叠扁管因其表面有焊料,搭配的翅片可以采用光箔。
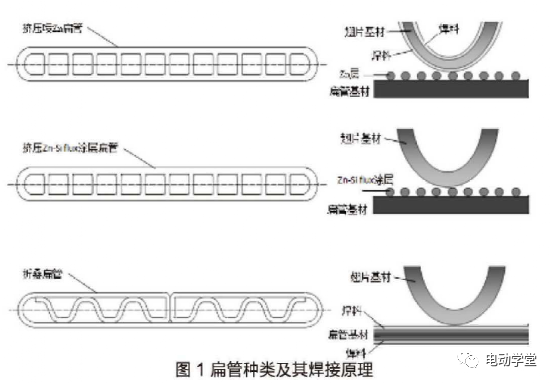
3 微通道扁管种类
挤压喷Zn扁管:由单一组分的铝合金材料经高温挤压成型,表面通过高温电流将Zn丝熔化,利用高压力空气将熔化状态的Zn均匀的喷涂到扁管表面。从而达到电化学防腐的机理,即用一层电位更低的金属材料(Zn)覆盖扁管表面。在和空气接触自然腐蚀的过程中,锌层会率先释放电子被空气中的氧气氧化并最终达到平衡,这种牺牲阳极的阴极保护法效果十分显著,但同时带来如下隐患:
1)喷锌过程的无法保证锌层绝对均匀,结合扁管原材料铸锭和挤压成型的过程中的缺,如陷扁管表面晶粒组织不一致,原材料存在杂质,挤压过程中铝屑挤压到扁管中,都可能会导致扁管“点蚀",这种局部腐蚀持续进行就会导致扁管的穿孔。
2)钎焊时翅片表面针料的流动会促使锌向扁管和翅片焊接部位聚,即集在扁管与翅片的焊接接头处聚集大量的Zn元素。在腐蚀过程中,此处成为优先腐蚀点,腐蚀一段时间后,焊接部位会优先腐蚀掉,从而导致翅片脱落。翅片脱落虽然不会立即导致冷凝器的失效,但会很大程度大降低冷凝器的性能。随着翅片的脱落率的增高,进而导致冷凝器的失效。
挤压Zn-Siflux涂层扁管:由单一组分的铝合金材料经高温挤压成型,表面均匀涂覆Zn-Siflux涂层。搭配非复合翅片焊接,这种活性针剂可以阻断材料表面氧化膜的融合,使表面始终被融解的针料湿润,硅颗粒会与少量的铝基体反应形成铝硅共晶颗粒。纤剂预涂覆技术可以有效避免锌的使用,通过牺牲具有腐蚀作用的翅片来保护扁管,纤剂预涂覆可以大幅度的降低扁管表面的锌含量。因此采用ZnSiflux扁管的冷凝器可以得到良好抗腐蚀性能。
但是此种扁管因使用扁管采用挤压成型,在原材料铸锭和挤压过程中不可避免的缺陷的因素,以及受挤压工艺限制,常使用材质相对较软的1系和3系合金,所以存在挤压扁管的不可避免的自身缺陷。
折叠扁管:采用由五层或三层材料组成的双面复合板料经模具折叠制成,可在复合铝材表面层使用熔点较低的针焊合金完成扁管自身及扁管与翅片的焊接。在复合层的中间层采用耐腐蚀性较高的防腐合金见翅片可采用光箔,即可满足扁管翅片的焊接,可大大降低换热器成本,同时折叠扁管的生产过程不需要对铝材料进行高温加热,生产能耗远低于传统的挤压扁管。
4 耐腐蚀性能分析
4.1 试验样件
分别采用挤压喷锌扁管+复合翅片、挤压涂层扁管+非复合翅片、折叠扁管+非复合翅片制作成6套样件,如下表。

4.2 试验装置
盐雾试验箱由喷雾系统、内循环系统、加湿系统、制冷系统、箱体和控制系统组成,如图2。盐雾试验箱,参数温度范围:室温-55'C;湿度范围85-98%RH;盐雾沉降量:1-2ml/80cm2.h。
4.3 实验方法
将6套样件进行SWAAT耐腐蚀测试,1000h后,各抽出一套冷凝器目测观察样件宏观腐蚀情况,并进行金相分析,观察样件微观腐蚀情况。
SWAAT试验条件:SWAAT实验依照ASTM85-2011进行,盐溶液的PH值保持在2.8-3.0,饱和塔内温度为57±1°C,实验柜的盐雾室温度为49±1°C。腐蚀过程中冷凝器样件在经过30min的喷盐雾后接着在相对湿度高于98%的环境中放置90min,如此循环,直至完成1000h的盐雾腐蚀。
4.4 实验结果
按照实验计划,l000hSWAAT实验后对盐雾箱内所有样品1#-6#检查外观状态并进行密封性检测。
1#和2#挤压喷锌扁管样件变形严重,芯体上下边板呈现拱形,翅片部分脱落且未脱落翅片已无强,度按压即碎。密封性检测良好,未泄漏。
3#和4#挤压涂层扁管样件几乎无变形,翅片未脱落,按压翅片不碎且有较好强度。密封性检测良好,未泄漏。
5#和6#折叠扁管样件几乎无变形,翅片未脱落,按压翅片不碎且有较好强度。密封性检测良好,未泄漏。
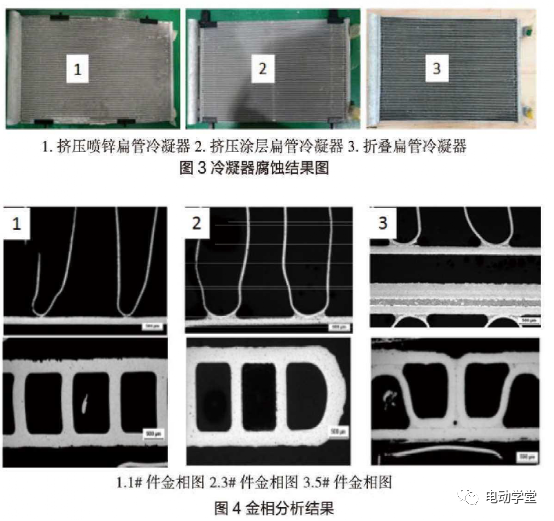
根据试验计划将1#、3#、5#样件进行金相分析,结果如图4。其中:
1#件,翅片与扁管焊接处,部分焊接点因腐蚀原因,已完全消失,扁管出现锯齿式的腐蚀坑。
3#件,翅片出现轻微腐蚀痕迹,翅片与扁管接触点有轻微腐蚀,但焊点完好,扁管表面也出现轻微的腐蚀。
5#件,翅片出现轻微腐蚀痕迹,翅片与扁管接触焊点完好,扁管自身有轻微腐蚀,但是因包覆层焊料的原因,基本无法区别腐蚀与焊后的痕迹。
5 微通道扁管应用现状和发展趋势
目前汽车用冷凝器使用的微通道扁管绝大多数是挤压成型的喷Zn扁管。少数使用挤压成型的Zn-Siflux涂层扁管,极少数在使用折叠成型的扁管。
微通道扁管使用的现状受到多方面因素的影响。如加工工艺复杂度、生产能力、设备能力、是否处于技术垄断、市场需求、生产成本等诸多因素。其中主要的因素是成本和市场需求。这两种因素是相辅相成的关系。随着汽车保有量的趋于饱和,各个主车厂的竞争愈来愈激烈,进而对零部件的成本压力也越来越大。从成本方面考虑,主机厂要求在最低的成本下,满足其各种性能的要求。满足的同时性能的提升是各个主机客户的进一步要求。但是这就与零件的成本发生了矛盾。从市场需求的方面考虑,市场需求是要求空调在最短的时间给乘客提供所需要的舒适的乘车环境,进而要求冷凝器具有更大的换热量和换热效率。更高的性能要求就需要更多的成本来制作更好的产品。这就与市场的激烈竞争导致的整车成本控制相悖。
微通道扁管的发展受到多方面因素的影响,在目前燃油车受到新能源车弯道超车的情况下,其市场的的地位在动摇。燃油车只能靠进一步压低售价来获得市场。与此同时只有压缩零部件的成本才能达到可持续发展的目的。
所以在这样整个大环境的情况下,针对汽车冷凝器的要求同样,在进一步降低成本的同时,提高其性能。最低的要求是保证现有的性能。因此,冷凝器用微通道扁管的使用主要还是以挤压成型的喷Zn扁管为主。对于个别要求高的整车使用挤压成型的Zn-Siflux涂层扁管。对于在成本控制上处于优势,同时希望在应用前沿技术上处于优势的主车厂来说,可以使用折叠成型的扁管。
汽车空调冷凝器是汽车空调系统中的重要组成部件之一。汽车用冷凝器多使用风冷式散热,常见的风冷式冷凝器属千换热器的一种,通过制冷剂与空气间的热量交换实现能量转移。风冷式冷凝器为全铝焊接换热器,其中扁管和翅片是其重要的散热零部件。
为使冷凝器达到较高的散热效率,结合整车的空间布局,风冷式冷凝器一般置于汽车前端,进风栅格之后。风冷式冷凝器在整车中的布局,导致冷凝器经受着非常苛刻的道路环境和气候环境,包括雨水(酸雨)、路面挥发的盐、汽车排出的废气、沙石粒、灰尘和泥浆的污染,还承受反复的高压和周期性的振动,使用环境非常恶劣,故冷凝器的外部防腐蚀设计至关重要,耐腐蚀性能的好坏是衡量全铝焊接冷凝器的重要标准之一。随着汽车行业标准不断提升,主机厂对冷凝器耐腐蚀性能要求也越来越高,扁管作为冷凝器的主要换热和防腐部件,采用不同成型方法和表面涂层的扁管对冷凝器本身的耐腐蚀性能有重要影响。
2 冷凝器扁管和翅片搭配设计机理
鉴于市场成本压力以及供应商技术能力的限制,目前市场上大多数冷凝器扁管采用挤压的成型,多数结构市场采用表面喷Zn的的处理方法,部分市场采用表面涂覆Zn-Siflux涂层的处理方法。少数市场采用折叠成型的折叠扁管。
对于表面喷Zn的挤压扁管,因其表面无焊料,未完成与翅片的焊接,需搭配复合翅片;对于表面涂覆Zn-Siflux涂层的挤压扁管和折叠成型的折叠扁管因其表面有焊料,搭配的翅片可以采用光箔。
3 微通道扁管种类
挤压喷Zn扁管:由单一组分的铝合金材料经高温挤压成型,表面通过高温电流将Zn丝熔化,利用高压力空气将熔化状态的Zn均匀的喷涂到扁管表面。从而达到电化学防腐的机理,即用一层电位更低的金属材料(Zn)覆盖扁管表面。在和空气接触自然腐蚀的过程中,锌层会率先释放电子被空气中的氧气氧化并最终达到平衡,这种牺牲阳极的阴极保护法效果十分显著,但同时带来如下隐患:
1)喷锌过程的无法保证锌层绝对均匀,结合扁管原材料铸锭和挤压成型的过程中的缺,如陷扁管表面晶粒组织不一致,原材料存在杂质,挤压过程中铝屑挤压到扁管中,都可能会导致扁管“点蚀",这种局部腐蚀持续进行就会导致扁管的穿孔。
2)钎焊时翅片表面针料的流动会促使锌向扁管和翅片焊接部位聚,即集在扁管与翅片的焊接接头处聚集大量的Zn元素。在腐蚀过程中,此处成为优先腐蚀点,腐蚀一段时间后,焊接部位会优先腐蚀掉,从而导致翅片脱落。翅片脱落虽然不会立即导致冷凝器的失效,但会很大程度大降低冷凝器的性能。随着翅片的脱落率的增高,进而导致冷凝器的失效。
挤压Zn-Siflux涂层扁管:由单一组分的铝合金材料经高温挤压成型,表面均匀涂覆Zn-Siflux涂层。搭配非复合翅片焊接,这种活性针剂可以阻断材料表面氧化膜的融合,使表面始终被融解的针料湿润,硅颗粒会与少量的铝基体反应形成铝硅共晶颗粒。纤剂预涂覆技术可以有效避免锌的使用,通过牺牲具有腐蚀作用的翅片来保护扁管,纤剂预涂覆可以大幅度的降低扁管表面的锌含量。因此采用ZnSiflux扁管的冷凝器可以得到良好抗腐蚀性能。
但是此种扁管因使用扁管采用挤压成型,在原材料铸锭和挤压过程中不可避免的缺陷的因素,以及受挤压工艺限制,常使用材质相对较软的1系和3系合金,所以存在挤压扁管的不可避免的自身缺陷。
折叠扁管:采用由五层或三层材料组成的双面复合板料经模具折叠制成,可在复合铝材表面层使用熔点较低的针焊合金完成扁管自身及扁管与翅片的焊接。在复合层的中间层采用耐腐蚀性较高的防腐合金见翅片可采用光箔,即可满足扁管翅片的焊接,可大大降低换热器成本,同时折叠扁管的生产过程不需要对铝材料进行高温加热,生产能耗远低于传统的挤压扁管。
4 耐腐蚀性能分析
4.1 试验样件
分别采用挤压喷锌扁管+复合翅片、挤压涂层扁管+非复合翅片、折叠扁管+非复合翅片制作成6套样件,如下表。
4.2 试验装置
盐雾试验箱由喷雾系统、内循环系统、加湿系统、制冷系统、箱体和控制系统组成,如图2。盐雾试验箱,参数温度范围:室温-55'C;湿度范围85-98%RH;盐雾沉降量:1-2ml/80cm2.h。
4.3 实验方法
将6套样件进行SWAAT耐腐蚀测试,1000h后,各抽出一套冷凝器目测观察样件宏观腐蚀情况,并进行金相分析,观察样件微观腐蚀情况。
SWAAT试验条件:SWAAT实验依照ASTM85-2011进行,盐溶液的PH值保持在2.8-3.0,饱和塔内温度为57±1°C,实验柜的盐雾室温度为49±1°C。腐蚀过程中冷凝器样件在经过30min的喷盐雾后接着在相对湿度高于98%的环境中放置90min,如此循环,直至完成1000h的盐雾腐蚀。
4.4 实验结果
按照实验计划,l000hSWAAT实验后对盐雾箱内所有样品1#-6#检查外观状态并进行密封性检测。
1#和2#挤压喷锌扁管样件变形严重,芯体上下边板呈现拱形,翅片部分脱落且未脱落翅片已无强,度按压即碎。密封性检测良好,未泄漏。
3#和4#挤压涂层扁管样件几乎无变形,翅片未脱落,按压翅片不碎且有较好强度。密封性检测良好,未泄漏。
5#和6#折叠扁管样件几乎无变形,翅片未脱落,按压翅片不碎且有较好强度。密封性检测良好,未泄漏。
根据试验计划将1#、3#、5#样件进行金相分析,结果如图4。其中:
1#件,翅片与扁管焊接处,部分焊接点因腐蚀原因,已完全消失,扁管出现锯齿式的腐蚀坑。
3#件,翅片出现轻微腐蚀痕迹,翅片与扁管接触点有轻微腐蚀,但焊点完好,扁管表面也出现轻微的腐蚀。
5#件,翅片出现轻微腐蚀痕迹,翅片与扁管接触焊点完好,扁管自身有轻微腐蚀,但是因包覆层焊料的原因,基本无法区别腐蚀与焊后的痕迹。
5 微通道扁管应用现状和发展趋势
目前汽车用冷凝器使用的微通道扁管绝大多数是挤压成型的喷Zn扁管。少数使用挤压成型的Zn-Siflux涂层扁管,极少数在使用折叠成型的扁管。
微通道扁管使用的现状受到多方面因素的影响。如加工工艺复杂度、生产能力、设备能力、是否处于技术垄断、市场需求、生产成本等诸多因素。其中主要的因素是成本和市场需求。这两种因素是相辅相成的关系。随着汽车保有量的趋于饱和,各个主车厂的竞争愈来愈激烈,进而对零部件的成本压力也越来越大。从成本方面考虑,主机厂要求在最低的成本下,满足其各种性能的要求。满足的同时性能的提升是各个主机客户的进一步要求。但是这就与零件的成本发生了矛盾。从市场需求的方面考虑,市场需求是要求空调在最短的时间给乘客提供所需要的舒适的乘车环境,进而要求冷凝器具有更大的换热量和换热效率。更高的性能要求就需要更多的成本来制作更好的产品。这就与市场的激烈竞争导致的整车成本控制相悖。
微通道扁管的发展受到多方面因素的影响,在目前燃油车受到新能源车弯道超车的情况下,其市场的的地位在动摇。燃油车只能靠进一步压低售价来获得市场。与此同时只有压缩零部件的成本才能达到可持续发展的目的。
所以在这样整个大环境的情况下,针对汽车冷凝器的要求同样,在进一步降低成本的同时,提高其性能。最低的要求是保证现有的性能。因此,冷凝器用微通道扁管的使用主要还是以挤压成型的喷Zn扁管为主。对于个别要求高的整车使用挤压成型的Zn-Siflux涂层扁管。对于在成本控制上处于优势,同时希望在应用前沿技术上处于优势的主车厂来说,可以使用折叠成型的扁管。



编辑推荐




最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
