




 广告
广告





















































标准解读||《汽车用薄钢板冲压极限减薄率测试方法》
2021-09-15 17:31:08· 来源:中国汽车工程学会标准

01、前言近期,中国汽车工程学会正式发布由汽车轻量化技术创新战略联盟提出的《汽车用薄钢板冲压极限减薄率测试方法》(T/CSAE 201-2021)团体标准。该标准由宝山
01、前言
近期,中国汽车工程学会正式发布由汽车轻量化技术创新战略联盟提出的《汽车用薄钢板冲压极限减薄率测试方法》(T/CSAE 201-2021)团体标准。该标准由宝山钢铁股份有限公司、同济大学、泛亚汽车技术中心有限公司、特斯拉(上海)有限公司、河钢集团邯钢公司、中国汽车工程研究院股份有限公司、东风汽车集团有限公司、首钢集团有限公司、唐山钢铁集团有限责任公司、奇瑞汽车股份有限公司共同起草。
02、标准研制背景
成形性能评价是汽车板冲压使用前的重要基础工作,如何有效、准确的反映材料的成形性能十分关键。成形极限图和减薄率是评价材料成形性(开裂、起皱)的重要指标,零件不同变形区域呈现不同的应变状态,成形性与应变状态相关。成形极限图是作为数值仿真的重要评价依据,而减薄率是汽车厂和零部件厂在评估材料成形性时通常会考虑的一个指标,然而现阶段多数机构只虑单一减薄率数值作为成形性评价指标,即同一材料(强度级别)只规定1个减薄率,极少考虑变形方式的影响。同时,零件的边部成形性与板材的边部质量也是相关的,特别是一些对边部质量尤为敏感的先进超高强钢材料。因此,建立一种可以综合考虑不同变形方式及边部质量下材料极限厚度减薄率测试方法,是完善当前成形性评价方法的重要工作。
03、标准主要内容
本标准规定了汽车用薄钢板不同变形方式下冲压极限减薄率测试方法,制定需求来源于主机厂、零部件厂资深冲压工程师,对其而言,减薄率是使用最为便利和现场最直观的评价指标。同时起草工作组对国内外主机厂和零部件厂冲压可成形性评价方法的现状,以及国内外相关研究进展进行了充分调研,充分吸取、参考现行标准的良好应用经验,并结合标准参与研制单位多年数据及经验积累,对相关研发成果进行应用延伸。
本标准聚焦于汽车用薄钢板在不同变形方式下冲压极限减薄率测试方法,适用于0.6mm-2.3mm的汽车用薄钢板,其它板材可参考执行。其测试原理是通过对具有不同几何特征的汽车用薄钢板试样进行胀形试验,使试样在不同的应变状态下成形,测试试样颈缩或开裂前的最大减薄率,作为材料在不同应变状态下的极限减薄率。围绕该测试方法,本标准对相关的试验原理、试验设备、试样、试验条件、试验步骤和数据梳理等进行了详细描述。
04、标准设计实验
为了实现不同的变形方式和边部极限成形状态,本标准设计了两种试验,分别为图1、2所示的平头凸模胀型试验和球头凸模胀型试验,针对两种试验分别设计不同的试样形式,试样与模具之间的润滑方式也十分关键,基于项目组的大量实践,推荐采用直径80 mm左右,厚度约0.1 mm的聚四氟乙烯板两层。
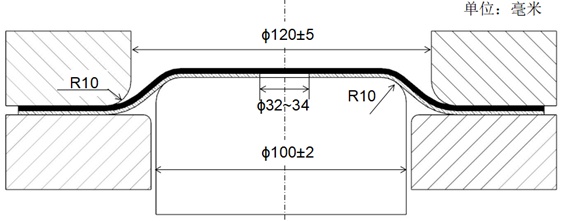
图1 平头试验模具示意及尺寸图
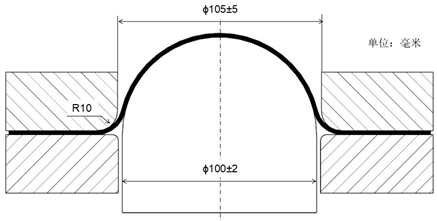
图2 球头试验模具示意及尺寸图
针对图1所示试验
设计了5种不同宽度的试样以实现从单向拉伸到平面应变、等双向拉伸应变状态,为了提高试验效率和准确度,项目组对试样宽度进行了大量试验研究,提出了一个与材料厚度、力学性能相关的经验公式。

针对图2所示试验
为了最大化、更容易获得边部极限成形状态,采用图3所示的矩形试样,且中间开设直径10mm的半孔,以便诱导边部开裂发生。试验时试样和成形模具的相对位置关系如图4所示,将试样带孔的边界置于模具中心位置。
图3 试验试样几何形状及尺寸
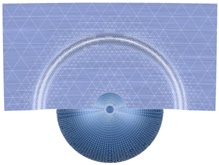
图4 球头胀型试验试样及模具位置示意图
针对不同试样极限状态减薄率的测量,推荐采用数字图像相关方法,实现在线、实时、全区域的测量,对极限时刻和极限位置的捕捉会更准确。同时规定,相同试验条件下同一尺寸试样进行至少3次有效重复试验,要求在拉延筋处或圆角处未发生开裂,开裂位置位于垫板孔上方的平面区域、能被光学系统采集并能被应变分析系统识别,试样的对中性良好、能观察到明显破裂或颈缩现象。
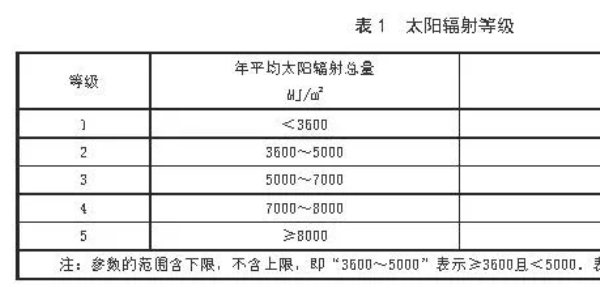
最后在数据处理方面,将不同应变状态下的平均极限减薄率图形化展示。可参考图5所示柱状图,为不同应变比下的薄板极限减薄率分布图,其中横轴

~

表示平头凸模胀型各试样编号对应的应变比,

为球头凸模胀型试样对应的应变比。

图5 薄板极限减薄率分布图
本标准适合于汽车用薄钢板在不同变形方式下极限减薄率的实验评价,标准起草组基于推荐的方法对DP780、DP980、QP980、QP1180、DP1180等先进高强钢材料开展了不同变形方式下的极限减薄率测试,所用实验设备为MTS并配备德国GOM公司的DIC应变测量系统,实验结果表明,材料在不同变形方式下失效所允许的极限减薄率是不同的,单拉区域基本一致,双拉区随着应变比的增加,极限减薄率也增大,而边部开裂发生在没有明显颈缩的情况下,极限减薄率较小,因此很有必要根据本标准推荐的方法对各材料建立相应的失效判据,作为成形性评价的依据。
05、结语
综上,通过此标准的发布和推广,可以完善对车身常用材料的极限减薄率数据,指导包括主机厂、零部件厂和材料供应商在内的技术人员基于常规成形极限图测量模具,获得所需板料的成形失效判据,试验及数据处理方法,所测结果可对数值仿真和现场冲压对零件成形性进行评判,大大提高了车厂和零部件厂零件设计和开发效率。
- 下一篇:浅析汽车线束设计对汽车安全性的影响
- 上一篇:性能更强——电动汽车材料创新技术解析





最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
