




 广告
广告





















































电机五大噪声与降噪措施分析
2021-09-26 20:34:29· 来源:伺服与运动控制

控制噪声是环境保护的一个重要内容,而电机噪声又是衡量电机产品质量的重要技术指标。因此控制电机的噪声已成为国内外电机制造企业生存与发展的重要问题。文章就
控制噪声是环境保护的一个重要内容,而电机噪声又是衡量电机产品质量的重要技术指标。因此控制电机的噪声已成为国内外电机制造企业生存与发展的重要问题。文章就引起噪声的主要原因以及采取的降噪措施加以分析论述。
电机运转时通常有多种噪声源同时并存,不同的噪声是由电机各种零部件产生的,而电机形成噪声的不同部位,一般互不相关,因此可以分别研究,分别采取专门的降噪措施。
1、电磁噪声
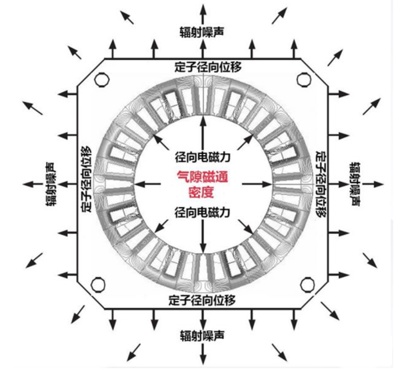
电磁噪声主要是由在时间和空间上作变化,并由电机各部分之间作用的磁拉力引起的。气隙空间的磁场是一个旋转力波,它的径向力波使定子和转子发生径向变形和周期性振动,是形成噪声的声源。其声波大部分是由定子和其它部件振动辐射到周围空间,成为“气载噪声”,而电磁噪声大部分属于“气载噪声”。还有很多属于设计和故障原因,也会造成电磁噪声的增加,比如:磁拉力不平衡;铁心饱和的影响;开口槽的影响;磁通振荡产生噪声;气隙动态偏心;晶闸管电源中的脉动分量;电网中的谐波分量;异步电动机断条;直流电动机电枢和主极匝间短路;交流电动机铁心压装不紧;装配气隙不均等等。所以,适当降低电机的气隙磁通密度、增大气隙,设计时如采用电枢斜槽,直流电动机的不均匀气隙和交流电动机的磁性槽楔,都是降低齿谐波和电磁噪声的有效措施。增加机座刚度,可以减少由于定、转子气隙场中基波旋转力产生的振动和噪声。提高气隙装配时的均匀度和铁心的叠装质量,都有利于降低电磁噪声。
2、空气动力噪声
电机的空气动力噪声有涡流噪声和笛鸣噪声两种。
涡流噪声主要是由转子和风扇引起的冷却空气湍流在旋转表面交替出现涡流引起的。而笛鸣噪声是通过压缩空气,或空气在固定障碍物上擦过而产生的。电机内的笛鸣噪声则主要是径向通风沟引起的。笛鸣噪声是随转动部件和固定部件之间间隙的减小而增强。所以采用密封的隔音罩,将噪声“密封”在隔音罩内,增大转动部件和固定部件之间的间隙,改进导风罩形状,采用不均匀分布和长度不等距的风叶是降低笛鸣噪声的有效办法。另外,降低转子表面圆周速度,减小电机的表面积和转子表面粗糙度三个参数,也可以降低空气动力噪声。
3、换向噪声
换向噪声,也称为电刷噪声。
在有滑环和换向器的电机中,换向噪声是不可避免的,有时会成为一个主要的噪声源。换向噪声由三种原因引起:
摩擦噪声
电刷与滑环和换向器的滑动连接处,必然产生摩擦噪声。摩擦噪声的大小与滑环和换向器表面状态、电刷的摩擦系数、空气的绝对湿度和电刷压力有关。所以,降低摩擦噪声的方法有:提高滑环、换向器的工作表面光洁度和圆度;保证空气的绝对湿度不低于5g/m3;清洁电刷表面;电刷材料硬度不能过大;适当的缩小换向器直径。
撞击噪声
这是由于换向片之间都有一个云母沟,由于换向器变形,云母沟下刻和倒棱工艺不好,使电刷在电动机旋转时往往会撞击换向片,使换向片和降低这种噪声。
4、机械噪声
旋转电机噪声主要是机械噪声,大型、高速电机易产生这种噪声。
转子动平衡不好是产生机械振动和机械噪声最常见的原因之一。提高转子动平衡精度则可以有效降低这种噪声。安装、调整不良,定、转子部件固有频率和转速频率一致时也会产生机械噪声。当电机装有端罩式风罩时,罩子往往被电动机的振动所摇撼,并发生振动,也会产生噪声。这种情况下,电机定子的振动往往是端罩或风罩的激励源,要减小这种振动噪声,措施是增大端盖和罩子的动态刚度。在端罩和定子的结合处加设吸振材料,比如毛毡等,都可减小定子的振动幅值。
5、负载噪声
这种噪声产生的主要原因是制造工差、装配间隙,及运行、运输、安装过程中造成工作表面损伤和电腐蚀产生损伤,都会使轴承运行不平衡和发生不规则的撞击。比如,轴表面粗糙度达不到要求,轴承孔圆度超差(定子或端盖),轴承孔材料差,电枢芯轴伸端轻微划伤等。降噪对策有,轴承加工过程和入厂检验时,一定要加强对轴承内壁光滑度、圆度、表面粗糙度的测试检查;确认轴承内壁油孔或材质是否符合要求,轴承孔圆度是否超差;仔细检查轴头部,确认端盖侧轴头是否合格;串轴叠铆时,轴伸端是否有划伤。
总之,为了有效的控制和降低电机噪声污染,除了生产过程中把好质量关外,还必须熟练掌握对电机噪声的监测、诊断和识别技术,以便采取有效的措施降噪。
- 下一篇:再谈汽车48V系统可靠性试验方法
- 上一篇:林郑月娥参观通用技术中国汽研重庆总部






最新资讯
-
中汽中心工程院能量流测试设备上线全新专家
2025-04-03 08:46
-
上新|AutoHawk Extreme 横空出世-新一代实
2025-04-03 08:42
-
「智能座椅」东风日产N7为何敢称“百万级大
2025-04-03 08:31
-
基于加速度计补偿的俯仰角和路面坡度角估计
2025-04-03 08:30
-
《北京市自动驾驶汽车条例》正式实施 L3级
2025-04-02 20:23
