




 广告
广告





















































标准解读||《汽车用金属材料圆棒室温高应变速率拉伸试验方法》
2021-11-01 23:31:15· 来源:中国汽车工程学会标准

01、前言10月26日,中国汽车工程学会正式发布由泛亚汽车技术中心有限公司联合中汽研(天津)汽车工程研究院有限公司、清华大学苏州汽车研究院、中国飞机强度研究
01、前言
10月26日,中国汽车工程学会正式发布由泛亚汽车技术中心有限公司联合中汽研(天津)汽车工程研究院有限公司、清华大学苏州汽车研究院、中国飞机强度研究所、ITW集团英斯特朗公司、道姆光学科技(上海)有限公司、东风汽车集团有限公司等单位共同起草的CSAE标准《汽车用金属材料圆棒室温高应变速率拉伸试验方法》(T/CSAE 233-2021)。
本标准提出的金属材料圆棒高应变速率拉伸试验方法适用于汽车底盘用的铸造、锻件类零件材料的高应变速率拉伸测试。本标准在GB/T 228.1-2010及GB/T 30069.2-2016基础上,对金属材料棒材在不同高应变速率下拉伸时,对试样的夹具,应力测试方法,样件尺寸及装夹,应变测试等方面作了较详细的规定,以确保棒材高应变速率拉伸测试的准确性。
02、标准研制背景
当前,汽车底盘用的铸造类零件如Knuckle和Mount等零件的材料高速拉伸曲线是CAE碰撞分析中重点关注技术参数,为了建立CAE分析用高速拉伸所需数据库,提高碰撞安全分析的准确性,需要借助高速拉伸机、三维光学测试(Digital Image Correlation, DIC)技术获取金属棒材的应力、应变场数据。目前对于铸铁、铸铝的圆棒试样的高速拉伸测试还没有相应的国际、国内标准,各整车企业及总成制造商对铸件材料的高应变率拉伸试验方法未见详细说明,测试结果也存在在较大差异,由此带来该对底盘类铸件材料性能和可靠性的评价存在诸多差异。
03、标准主要内容
起草工作组在充分总结和比较了国内外金属材料高应变速率拉伸测试方法标准、调研了国内外对车用铸、锻方法制造的零件用的金属材料棒材的试验方法的基础上,参考了GB/T 30069 《金属材料 高应变速率拉伸试验》和《ISO 26203 金属材料高应变率拉伸试验》,并确定板材的测试与棒材的测试有明显不同。通过金属材料棒材在不同高应变速率下拉伸时,对试样的夹具,应力测试方法,样件尺寸及装夹,应变测试等方面作了较详细的研究和试验。
高应变速率拉伸测试系统是由高速拉伸机,高速相机,光源,数据采集及分析系统,同步器,夹具,散斑制备装置,应变片粘贴设备等部分组成。试验时,确保设备的连接可靠,经过静态速率试验确认力、速度、对中性及相机、数据采集均正常的情况下开始正式测试。编制组基于国内外行业研究现状,通过正交矩阵进行试验方案设计,共48组试验,每组数据需要完成3根样条。随后又增加汽车底盘锻压零件最小壁厚3毫米小直径样条的测试。合格的样条必须断在标距内。所有测试结果不需过滤处理,直接反映整个系统的测试状态和结果。经过一系列试验,为标准的制定奠定可靠的基础。
首先是确定试验夹具,根据不同的拉伸设备,可以设计不同的设备连接方式,考虑到试样是圆形截面,推荐使用螺纹接头连接试样,螺纹的长度也进行了优化试验,选择大于2倍平行段长度。而且在夹具上做出平面以粘贴应变片。对夹具的选材上也做了研究,选用常用的45钢和钛合金进行比对。通过图1的试验结果,推荐使用钛合金材料,硬度28~38HRC,以减少夹具的固有震荡信号。
编制组在充分总结和比较了国内外金属材料高应变速率拉伸测试方法标准、调研了国内外对车用铸、锻方法制造的零件用的金属材料棒材的试验方法的基础上,参考了《GB/T 30069 金属材料 高应变速率拉伸试验》和《ISO 26203 金属材料高应变率拉伸试验》,并确定板材的测试与棒材的测试有明显不同。通过金属材料棒材在不同高应变速率下拉伸时,对试样的夹具,应力测试方法,样件尺寸及装夹,应变测试等方面作了较详细的研究和试验。
高应变速率拉伸测试系统是由高速拉伸机,高速相机,光源,数据采集及分析系统,同步器,夹具,散斑制备装置,应变片粘贴设备等部分组成。试验时,确保设备的连接可靠,经过静态速率试验确认力、速度、对中性及相机、数据采集均正常的情况下开始正式测试。编制组基于国内外行业研究现状,通过正交矩阵进行试验方案设计,共48组试验,每组数据需要完成3根样条。随后又增加汽车底盘锻压零件最小壁厚3毫米小直径样条的测试。合格的样条必须断在标距内。所有测试结果不需过滤处理,直接反映整个系统的测试状态和结果。经过一系列试验,为标准的制定奠定可靠的基础。
首先是确定试验夹具,根据不同的拉伸设备,可以设计不同的设备连接方式,考虑到试样是圆形截面,推荐使用螺纹接头连接试样,螺纹的长度也进行了优化试验,选择大于2倍平行段长度。而且在夹具上做出平面以粘贴应变片。对夹具的选材上也做了研究,选用常用的45钢和钛合金进行比对。通过图1的试验结果,推荐使用钛合金材料,硬度28~38HRC,以减少夹具的固有震荡信号。

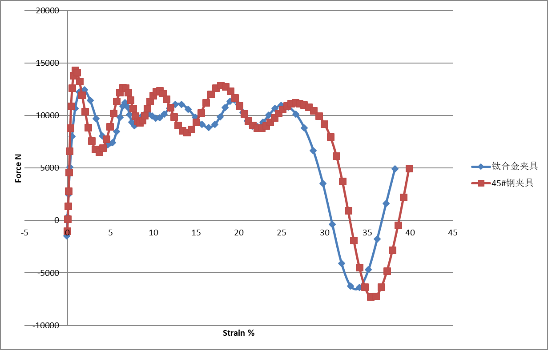
图1 钛合金和45#钢夹具及分别在100s时的拉伸曲线
在应变片的粘贴和标定方面做了详细的试验,在本标准中给出了具体阐述,尤其指明标定的系数R2≥0.999。
设备状态的确认中,如果测试力的同时还需要测试应变,设备需要连接额外的数据线,试验前需检查所有的连线是否牢固连接,尤其是信号触发线。每次测试前先在静态试验机上低应变速率拉伸,然后在高速试验机上以同样的速率拉伸同一批次的试样检验设备。静态试验根据 GB/T 228.1-2010规定进行。
为了验证验证圆棒试样的应变是否需要三维测试,分别用单台和两台相机试验,发现当使用单台相机时,大截面尺寸(5毫米直径棒材)会出现由于散斑扭曲导致跟踪不了散斑变化产生测量误差或试验失效,因此当出现散斑测试的应变变化跟不上力值变化时,应使用两台相机测试。如图2、3所示。
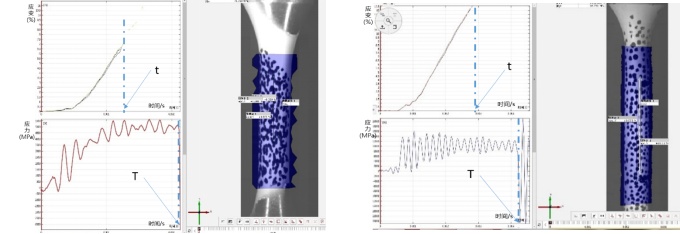
铸铝(左) 铸铁(右)
图2 一台相机照片-铸铁及铸铝的应变-时间&应力-时间的曲线
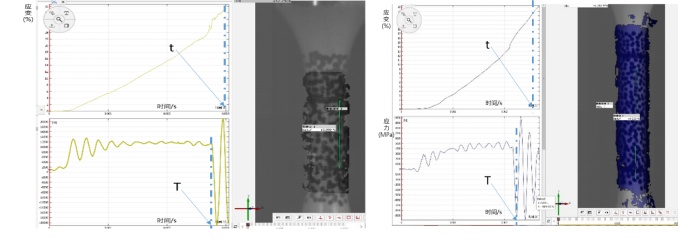
铸铝(左) 铸铁(右)
图3 两台相机照片-铸铁及铸铝的应变-时间&应力-时间的曲线
标准起草组对于数据采集频率也做了研究,图像拍照及采集系统的采样频率应考虑试样断裂时间。当应变速率≤100s-1时,所取得的应变有效数据大于力值的采样数据,而且一般会大于400。当应变速率>100s-1时,应变的有效数据会急剧下降,应调整应变的采集频率和拍摄参数,最终应变的有效采集不低于100个点。否则不能有效测出弹性模量及剪切模量。
对于拉伸速度偏差认可的确认,各测试单位做了详细讨论,考虑到高应变率速度的影响因素复杂,因此给出按照最大力对应的应变划分不同平均速度的限制要求。即当最大力对应的应变率大于5%时,实际应变速率的平均值推荐在目标应变速率的±5%以内,当最大力对应的应变率小于5%时,记录实际应变速率到报告中。
试样尺寸也是本标准重点考虑的内容,较短的测试长度有助于获得高的应变速率,但测量长度不能过小,否则不能保证反映材料的性能。因此参考静态的标准及高应变速率拉伸的现有标准,制作了4种不同的试样并测试。试样的装夹方式,尺寸及夹具材料在标准中得到具体描述。优化后的的试样如图4,并给出推荐尺寸。
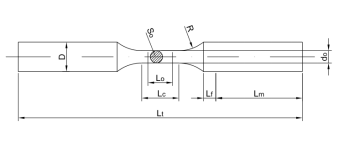
图4 典型的试样尺寸
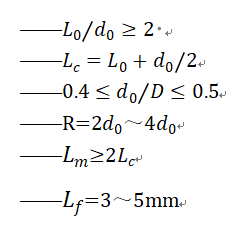
说明:
(1)尺寸公差为0.05mm,平行段工作部分粗糙度0.32,同轴度为0.01毫米。
(2)推荐区域直径为5mm,=10mm,=15mm,R=16mm,=5mm,=35mm,D=12mm,或者区域直径为3mm,=10mm,=15mm,R=12mm,=5mm,=35mm,D=6mm。
综上所述,该标准围绕车用金属材料的使用工况,对3毫米直径以上的哑铃型拉伸试样进行充分的试验,给出了从夹具,散斑制作,相机标定,系统试验前验证,试样尺寸与装夹,力的测试,数据采集及处理等方面系统的说明,试验准确性高,试验失效率低,同时避免不同试验员试验结果差异等问题。
本标准充分考虑了汽车行业用到的铸件和锻件零件,具有普遍适用性,可以为CAE仿真高效地提供更加准确可靠的材料数据。与目前使用的GB/T 30069 《金属材料 高应变速率拉伸试验》和ISO 26203 《金属材料高应变率拉伸试验》中的方法协调统一,互不交叉,提供了标准外的常用形状试样的高应变速率下的详细试验方法,对现有标准起到补充作用。





最新资讯
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
-
天检新能力VOL.95 | 乘员晕车仿生测试能力
2025-04-25 10:14
-
一文带你了解自动驾驶数据合成的发展现状
2025-04-25 10:12
-
沃尔沃汽车:北欧豪华的典范
2025-04-25 09:48
