




 广告
广告





















































动力电池IEC安全标准新版IEC 62660-3:2022解读

作为国际电工委员会(IEC)体系中首个针对动力锂电芯的安全标准,最新版本IEC 62660-3:2022由IEC电池技术委员会TC21于2022年3月1日正式发布。
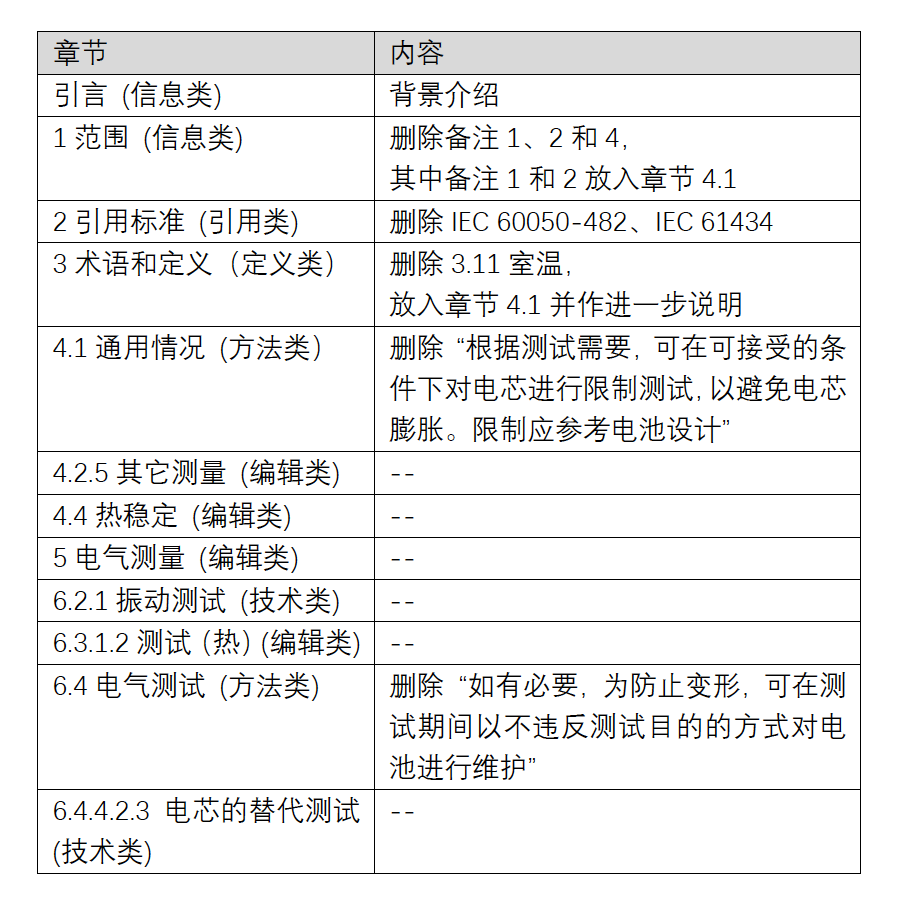
新版删除
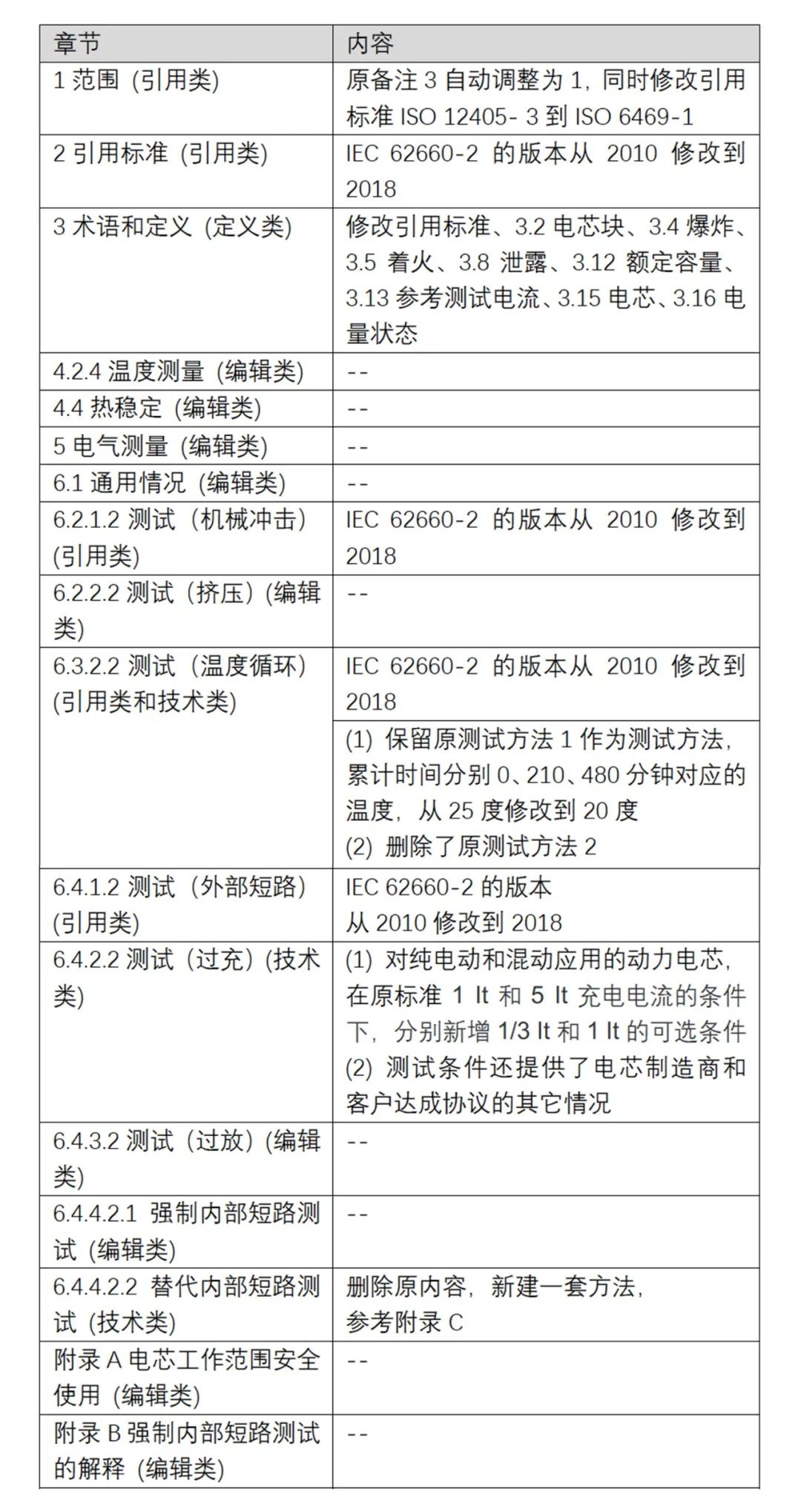
新版修改
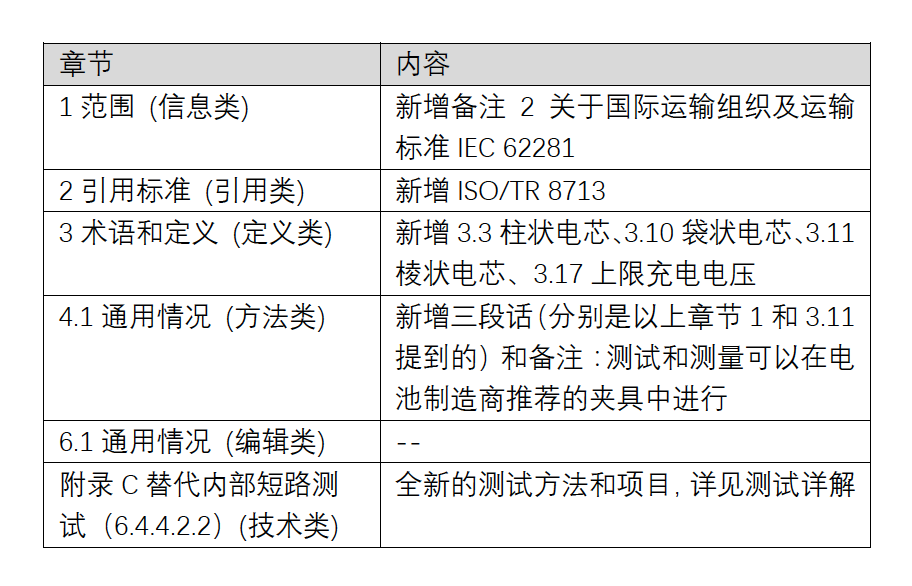
新版增加
测试详解(替代内部短路测试)
1. 适用情形
棱状电芯和袋状电芯。
2. 试验准备
充电和电池电压调整前应进行外壳的减薄或移除。对于棱状电芯,可采用电芯制造商推荐的适当方法和压头压力机减薄或去除外壳,以避免外壳变形对内部短路事件的影响。软包电芯的外壳不用减薄或移除。
以下是使用压头压力机移除硬外壳的推荐方法:1) 将电芯外壳表面进行局部薄化,厚度达外壳厚度的90%。图1显示了外壳减薄的示例。减薄刀具的设计应使切削头的边缘进入壳体厚度的90%。图2所示为一种简化的手工细化工具,也可以使用铣床或其它工具;

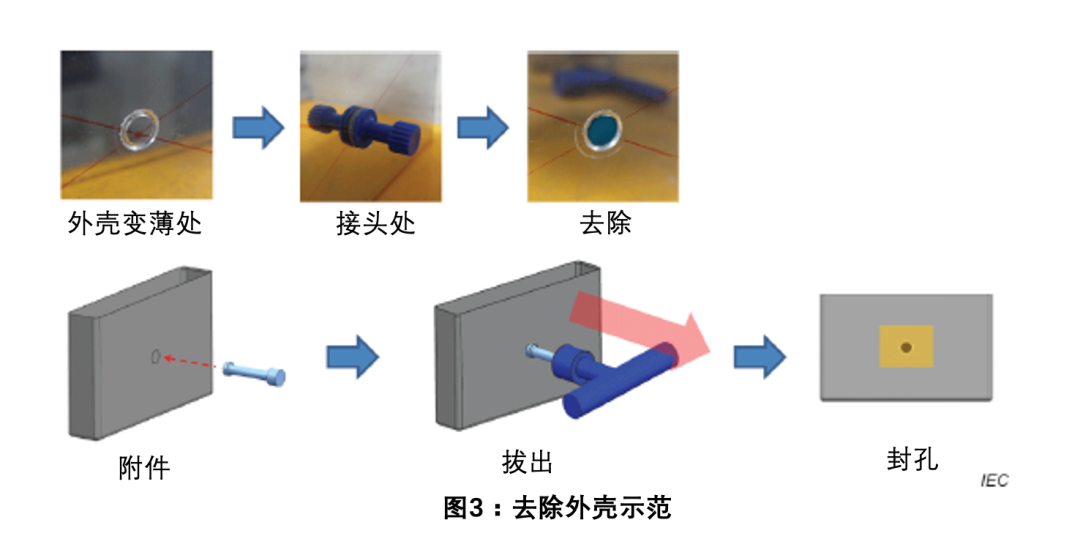
2) 将拆卸销附着表面涂上胶水,附着在壳体变薄的部分上。拆卸销的附着表面应与变薄的外壳孔尺寸相同。推荐使用抗拉强度在20 MPa以上的胶水(如胶枪或环氧胶)。胶水硬化后,拔出拆卸销。试验前应使用绝缘胶带密封好拆卸部分的孔。图3显示了外壳去除过程的示例。
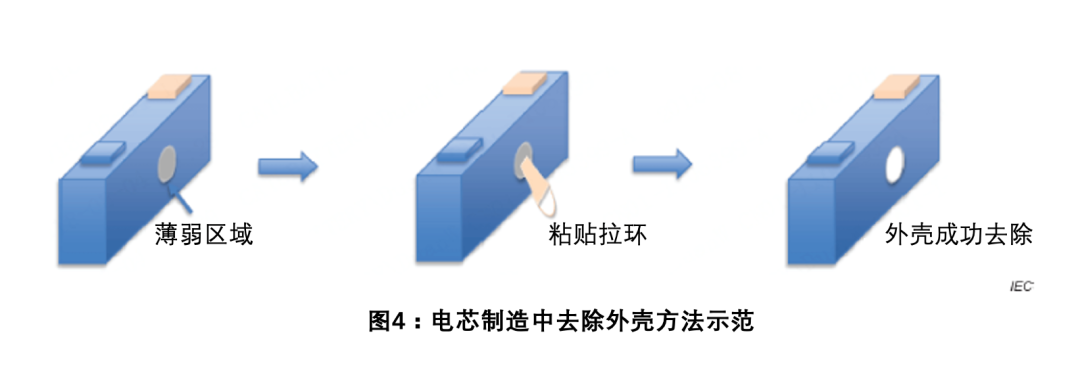
以下是电芯制造过程中去除硬壳的例子,如图4:1) 准备薄弱区域,例如在电芯制造过程中焊接一个额外的通气孔;2) 将AB胶按1:1的比例混合。将拉片用胶水粘在通气孔片上,等待10分钟,确保胶水固化。用拉环拆卸排气片。
3. 试验设置1) 电芯固定,用电木板和橡胶板将电芯固定;2) 电压测量,根据电芯的设计,测量电芯的负极或正极与压头之间的电压,以便检测内部短路。电压线不能连接到最外层电极的端子上;3) 压头装置,压头采用钢钉或SUS钉,如SKD-11、SUS 440C、SUS 300系列,直径为1-3mm。钉头的角度应该在20-45度之间。
4. 预备测试
压头停止的情况,即被测电芯一层或两层短路所对应的压降值,应在试验前确定,步骤如下:1) 按照第2点制备电池;2) 调整电芯电压至充电电压上限;3) 按照第3点将电芯固定在试验装置上。压头应垂直于电芯的电极层放置。电芯或压头应沿垂直轴移动;4) 初步试验应在25℃±5K的试验温度下进行。在测试过程中,应以1000 Hz或以上的采样率记录电压;5) 以恒定速度0,01mm/s将压头压到电芯上或将电芯向上压到压头。如果是能实现一到两层内部短路,压机速度可快于0,01mm/s。当压头与端子之间的电压达到负极与正极之间的电压时,检测到明显的电压急剧下降时,应停止按压。按压停止后,10秒内将压头从电芯中释放出来;6) 将电芯放电至安全电压,然后拆卸电芯以检查短路层数。重复步骤1到6,直到内部一到两层短路,并确定压头停止压降参数。短路层数等于正负极之间的短路点数。压头未触及的短点不计入短路层数。
5. 测试程序试验应按照如下方法进行:
1) 按照第2点制备电芯;2) 调整电芯电压至充电电压上限;3) 按照第3点将电芯固定在试验装置上。压头应垂直于电芯的电极层放置。电芯或压头应沿垂直轴移动;4) 试验应在25℃±5K的试验温度下进行。在测试过程中,应以1000 Hz或以上的采样率记录电压。电芯的温度可以以1 Hz或更高的采样率记录。测温装置应设置在电芯表面,距压痕中心小于25mm处;5) 以恒定速度0,01mm/s将压头压到电芯上或将电芯向上压到压头。如果能实现一到两层内部短路,压机速度可快于0,01mm/s。当检测到第4点中确定的电压下降时,压力应立即停止;6) 停止压力后,观察电芯1小时。停止时压头应保持原位,并在X、Y、Z三个方向上保持在±0,02mm范围内稳定,直至试验包括观察期结束。观察周期结束后,拆卸电芯,查看短路层数。 6. 接受条件在试验过程中,电芯不着火、不爆炸。
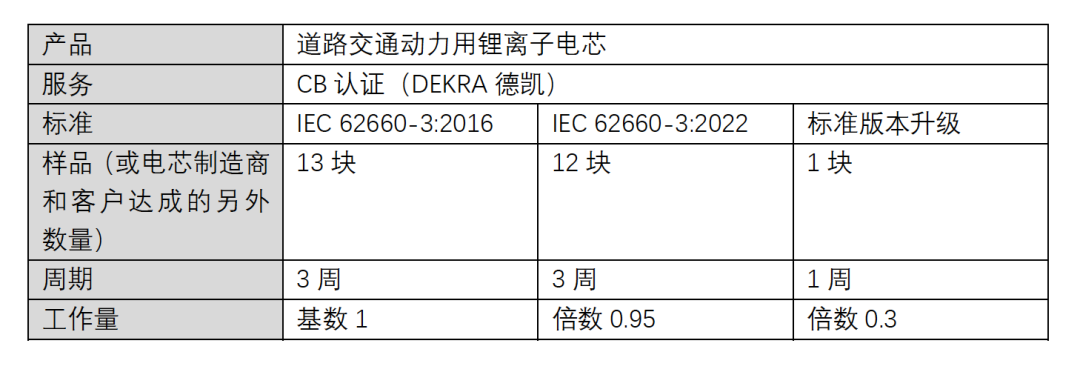
认证方案
专家点评
DEKRA德凯广州电池项目专家表示:“IEC 62660-3:2022延续的电芯强制内部短路测试和新增的电芯替代内部短路测试,对于棱状电芯和袋状电芯,二者互为可选。两者最大的区别在于,前者在电芯拆解后的卷芯内强制植入L型镍片,施加外力构成挤压,验证并确认电芯是否发生短路以及电芯是否着火或爆炸;后者则强制电芯的卷芯一到两层间短路,进而验证并确认电芯是否着火或爆炸。”





最新资讯
-
推荐性国家标准《乘/商用车电子机械制动卡
2025-04-30 11:13
-
载荷分解
2025-04-30 10:46
-
布雷博在上海开设亚洲首个灵感实验室
2025-04-30 10:25
-
组分性能对锂离子电池卷芯挤压力学响应的影
2025-04-30 09:00
-
美国发布自动驾驶新框架,放宽报告要求+扩
2025-04-30 08:59
