




 广告
广告





















































简述非典型碎裂前风挡玻璃对行人保护的影响

前风挡玻璃是汽车必不可少的组成部件, 具有良好的光学性能和力学性能,能在一定程度上起到保障乘员的驾驶和乘坐安全,同时也是行人保护的关键零件之一。
在NCAP行人保护测试中,姿态较低或者前悬较低的车型,测试点会落在前风挡玻璃上。规程中对距离“风挡玻璃安装框架超过165mm”且“沿头型试验速度矢量方向测量风挡玻璃底部100mm以内没有其他结构”的点可以被认定为默认绿色[1],该点行人头部的伤害值HIC理论上小于650,即可以得到满分成绩。
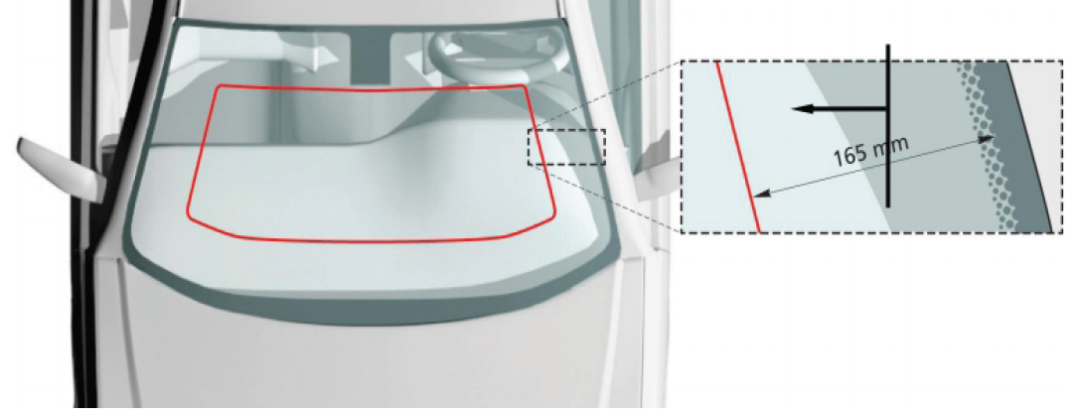
图1风挡玻璃边缘测量[1]
通常情况下我们会认为该区域是安全区域,不需要进行测试。但是,近年来的试验发现“安全区域”现在并不是想象中那么安全!这些区域试验结果可能是黄色、橙色、棕色、甚至是最危险的红色状态。
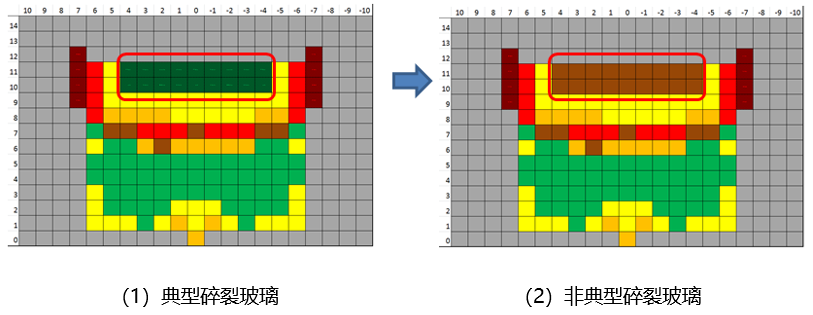
图2 某车型色块图
这种异常现象已经被越来越多的认证机构及整车厂发现,其中欧洲最新发布的ECE R127.03中将前风挡玻璃纳入测试区域,同时对这种前风挡玻璃的非典型碎裂现象进行了定义:头型冲击器撞击前风窗玻璃试验过程中,前风窗玻璃的完整性保持1 ms以上不碎裂;或时间加速度曲线中有大于500 m/s2的非典型长波峰且持续时间超过3 ms的波峰[2],如图3所示。
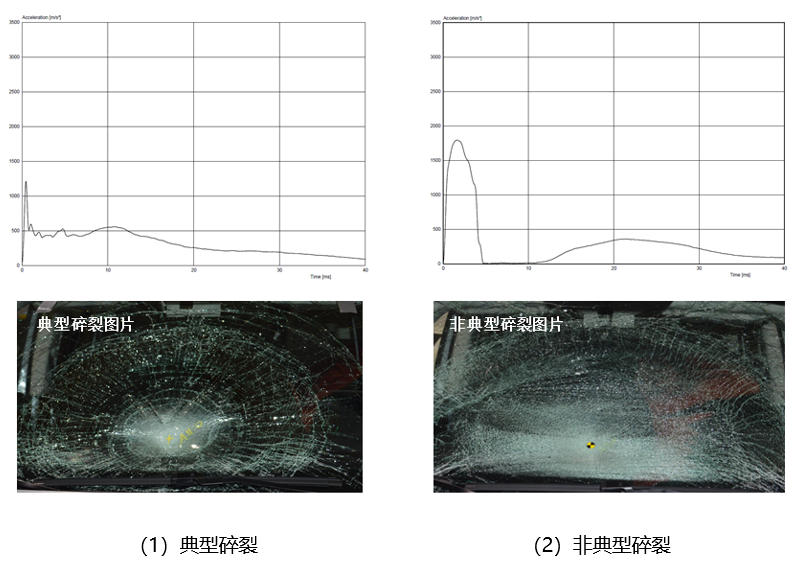
图3
如图4所示,行人头型撞击前风挡玻璃后加速度迅速增大,非典型碎裂的玻璃表现良好的弹性,在1.6ms加速度达到最大值, 5.0ms风挡玻璃下侧非撞击位置开始碎裂并迅速整体碎裂,最终碎裂形式为“雪花状”,与以往玻璃的“蛛网状”碎裂形式不同。
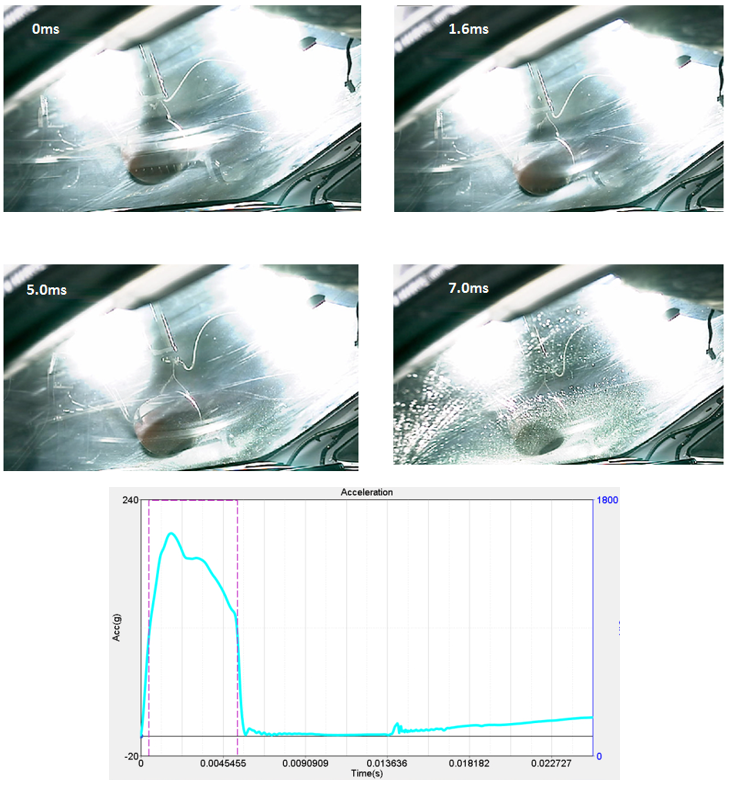
图4 某车型某位置撞击时刻玻璃变形及曲线
在研究过程中我们发现前风挡玻璃的成型工艺、玻璃厚度、退火时间长短等都会影响行人保护性能。
前风挡玻璃的成型工艺主要有两种,一种是重力成型工艺,一种是压制成型工艺。重力成型工艺,顾名思义就是依靠自身重力成型的一种工艺,将平板玻璃放在成型模具上加热到软化点温度以上,玻璃在自重力作用下贴合模具即可成型。压制成型工艺,是指平板玻璃加热到软化状态,依靠模具压制成型。这种工艺制作的前风挡玻璃生产效率高、合格率高、制造精度高,同时一副模具可以长周期进行生产,而且能够满足HUD及相关性能的要求,压制成型工艺得到各大主机厂青睐。但是在相同厚度前提下,压制工艺的前风挡玻璃较重力成型工艺的玻璃行人保护实验结果差,主要原因是前风挡玻璃退火不充分导致玻璃局部半钢化的现象。所以,退火时间越长,前风挡玻璃的行人保护性能越好,如图6所示。
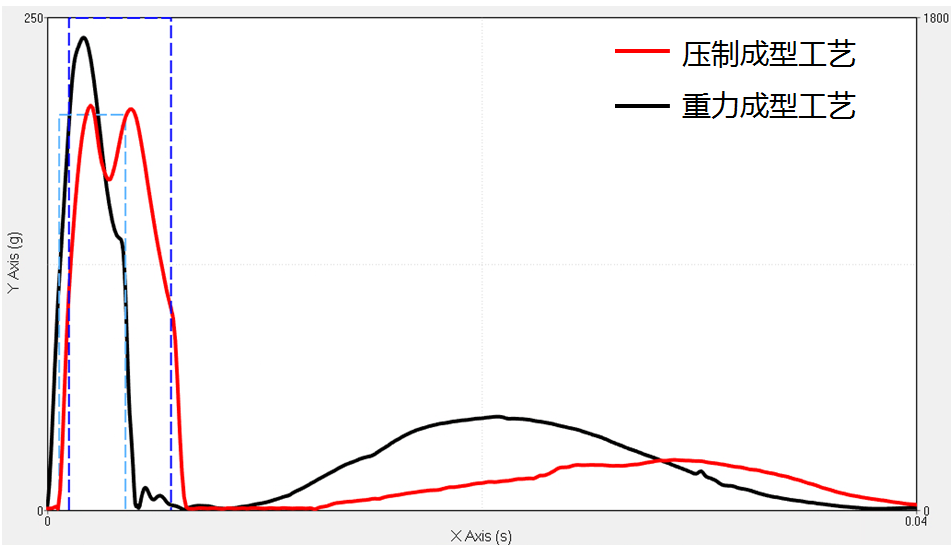
图5 制造工艺关系曲线
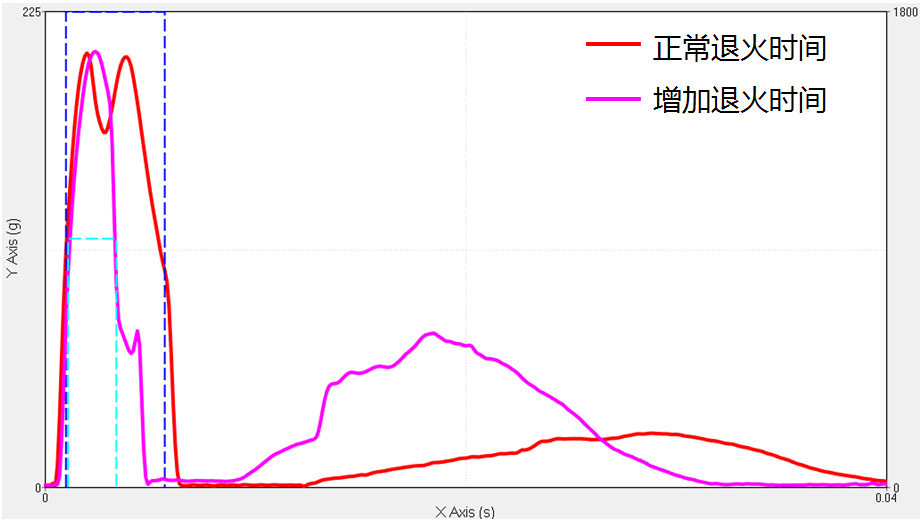
图6 退火时间关系曲线
前风挡玻璃通常是3层结构,包括上下两层玻璃以及中间的PVB模,通常情况下前风挡玻璃的厚度在前风挡玻璃通常是3层结构,包括上下两层玻璃以及中间的PVB模,通常情况下前风挡玻璃的厚度在4.96mm(2.1mm +0.76mm+ 2.1mm)左右,某些车型也会使用单片2.3mm厚度的玻璃. 相同工艺前提下,前风挡玻璃越厚,行人保护头部伤害值HIC越大,如图8所示。
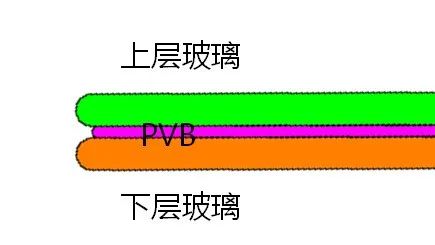
图7 前风挡玻璃三层结构示意图
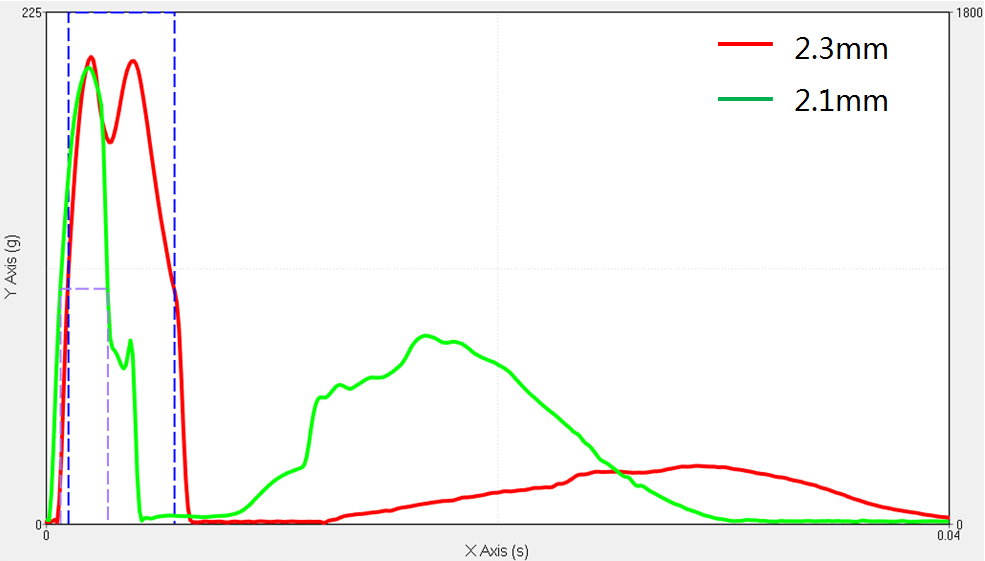
图8 玻璃厚度关系曲线
随着C-NCAP及Euro NCAP行人保护头部测试区域的扩大,会有更多的行人测试点位于前风挡玻璃区域。国内外法规研究小组计划将前风挡玻璃区域纳入测试范围,同时,ECE R127.03中规定,2028年7月7日以后非典型碎裂的前风挡玻璃车辆不可以售卖。行业内急需解决前风挡玻璃非典型碎裂问题,我们也会继续进行非典型玻璃碎裂的相关研究工作。
参考文献:
[1] 中国新车评价规程 第5部分行人保护评价方法,http://www.c-ncap.org/
[2] Proposal for the 03 series of amendments to UN Regulation No. 127 (Pedestrian Safety)






最新资讯
-
沃尔沃汽车:创新驱动的豪华品牌
2025-04-24 18:16
-
飞书项目落地ASPICE解决方案,助力汽车软件
2025-04-24 09:59
-
驾驶员监控系统DMS合规认证的“中西结合”
2025-04-24 08:23
-
自动驾驶汽车测试关键行人场景生成
2025-04-23 17:12
-
R171.01对DCAS的要求⑧
2025-04-23 17:08
