




 广告
广告





















































浅谈新能源汽车扁线电机技术应用与制造工艺

驱动电机作为新能源汽车的动力来源,其性能优劣直接决定了新能源汽车性能指标的高低。随着新能源汽车动力性、经济性的不断提升,驱动电机呈现出高速化、高功率密度、高效率的发展趋势,电机绕组由圆线逐渐向扁线发展。
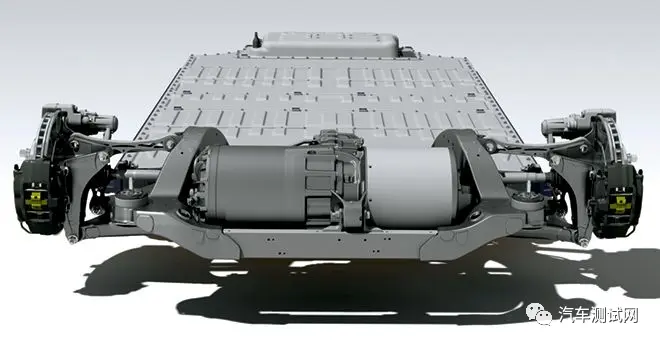
“1槽8线”扁线电驱动系统
1、扁线电机概述
驱动电机主要由定子组件、转子组件、端盖和辅助标准件组成,而定子绕组中又由铁芯、铜线绕组、引出线、绝缘材料等组成,定子组件是决定电机性能的关键。
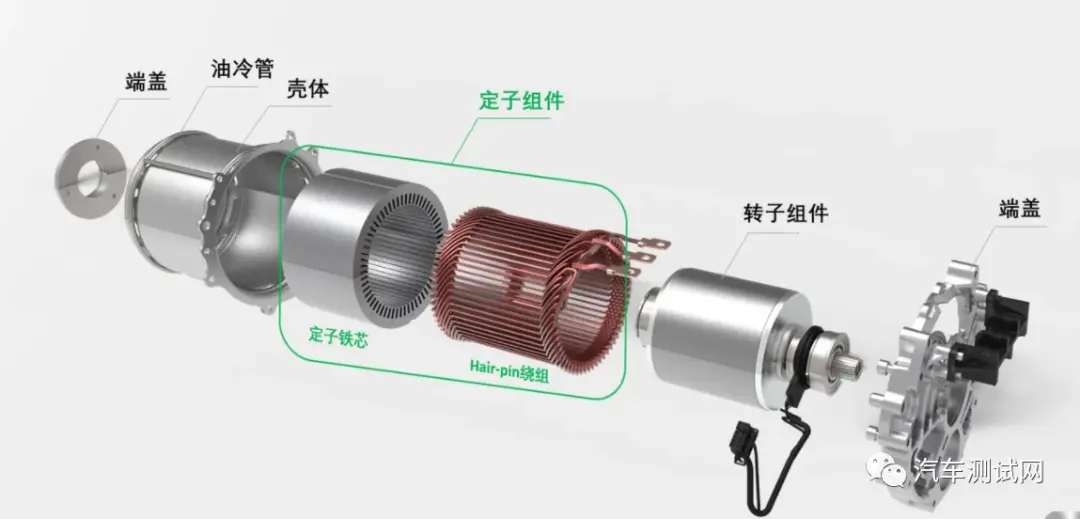
驱动电机结构
相较于传统的圆线绕组电机,扁线绕组电机将绕组从圆线换成了更粗的矩形导线,直接从定子端面插入到定子槽内。由于不受定子槽口尺寸的影响,扁线绕组的槽满率可以设计的更高,同时定子绕组端部尺寸较短,电机体积可以设计的更小,使得电机功率密度更高,从而达到了提高电机效率的目的。
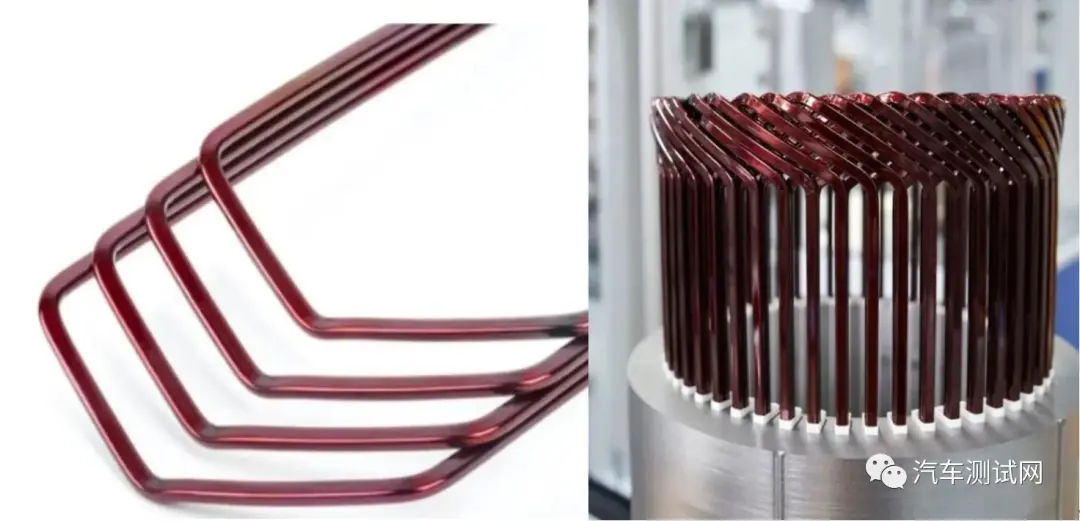
Hair-pin扁线绕组
2、扁线电机种类
扁线电机按产品类型可分为集中绕组扁线电机、波绕组扁线电机与Hairpin(发卡)扁线电机,其中发卡(Hair-pin)扁线电机技术是被广泛采用的主流技术。
(1)集中绕组扁线电机
采用扁铜线绕制成单齿绕组,在装配工艺上需保证圆度、同轴度以及齿与齿间的均匀分布,装配要求更高。本田Honda在其Acura混动车型上便采用了该技术,以其独特的分数槽集中绕组、分瓣式定子结构与相关优化技术取得了不错效果。

集中绕组扁线电机
(2)波绕组扁线电机
采用绕组连续绕制整体成型再插入,或者边绕制边插入定子槽,形成波浪形端部,其相比Hairpin扁线电机没有焊点,能进一步缩短绕组端部高度,降低电机尺寸。但其NVH性能较差,需配合电磁多目标优化设计及其他措施改进优化;同时其生产成本较Hair-pin电机更高。
波绕组扁线电机
(3)Hair-pin(U-pin)扁线电机
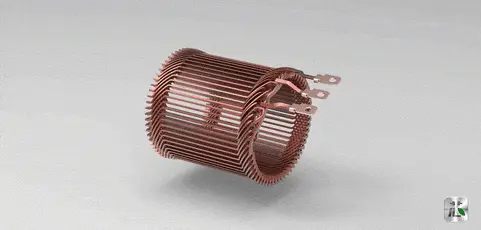
因其绕组形似“发卡”又被称为发卡绕组,是将漆包扁铜线一端预先成型成U型,再插入定子铁心槽中,另一端扭转加工成青蛙腿形状,再焊接在一起形成波浪型绕组,Hair-pin绕组工艺是目前国内外广泛采用的工艺路线。

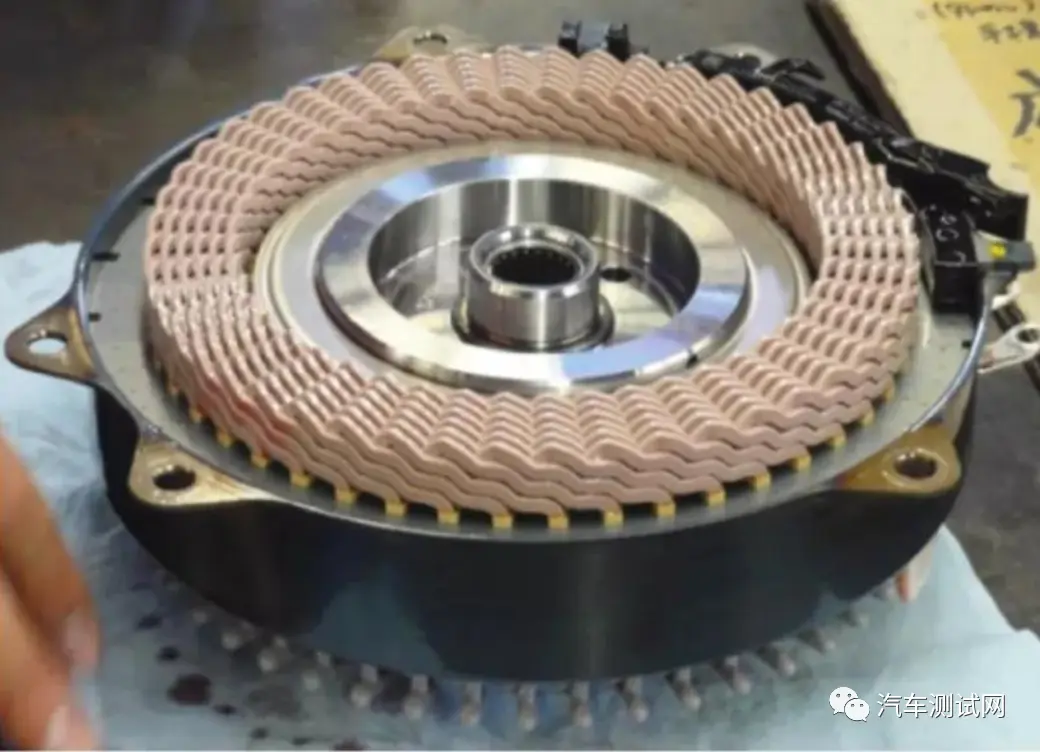
Hair-pin扁线电机
3、扁线电机优缺点
扁线绕组电机相较于传统圆线电机具有导线表面积大、散热能力更强、电机的噪声更小等优势。
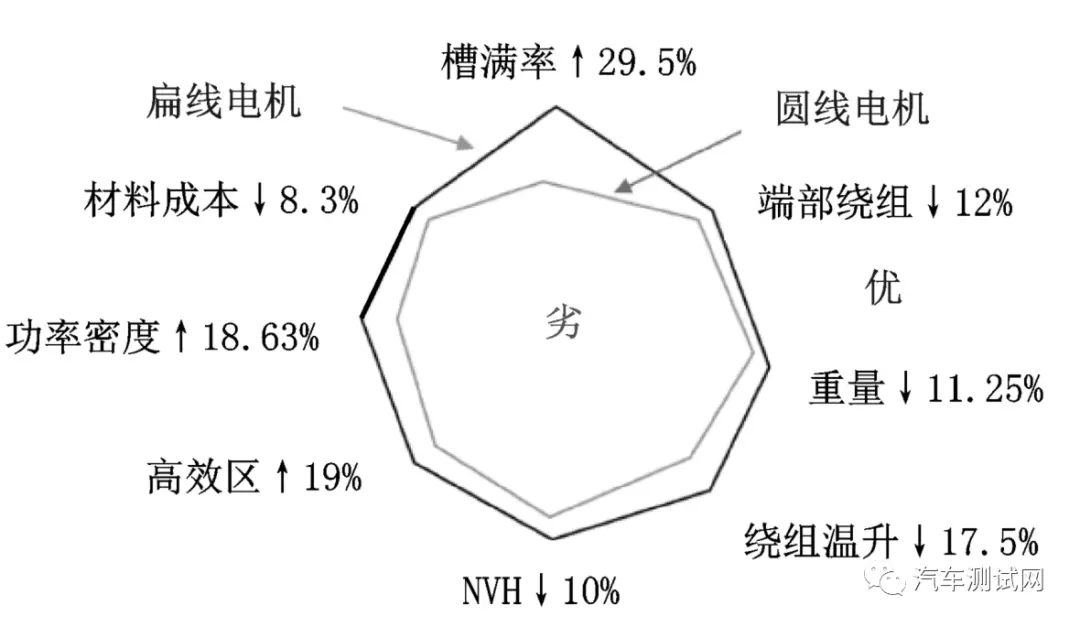
扁线电机与圆线电机优劣势对比
(1)优点
①槽满率高、绕组端部短,所以电阻小、铜耗小,电机效率高;
②体积小、功率密度高;
③由于扁线绕组特殊的结构特征具有更好的刚度,整机也具备更好的刚度,对噪声具有抑制作用;
④导体之间接触面积大,有利于散热,对控制温升有利。
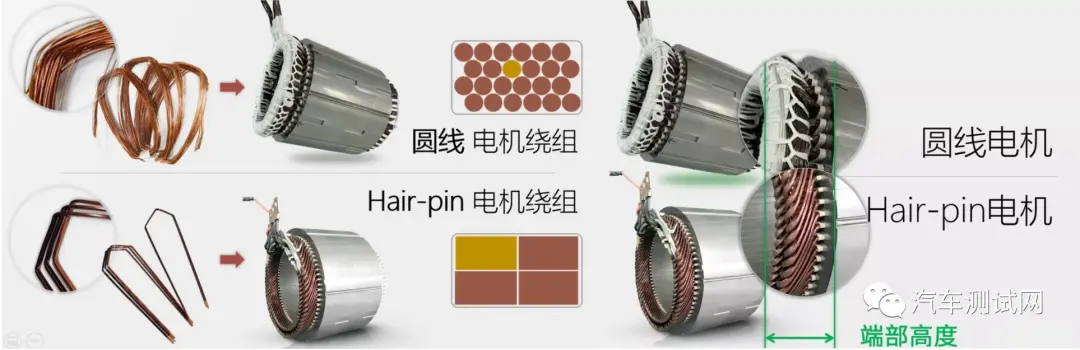
圆线电机和Hair-pin扁线电机结构对比
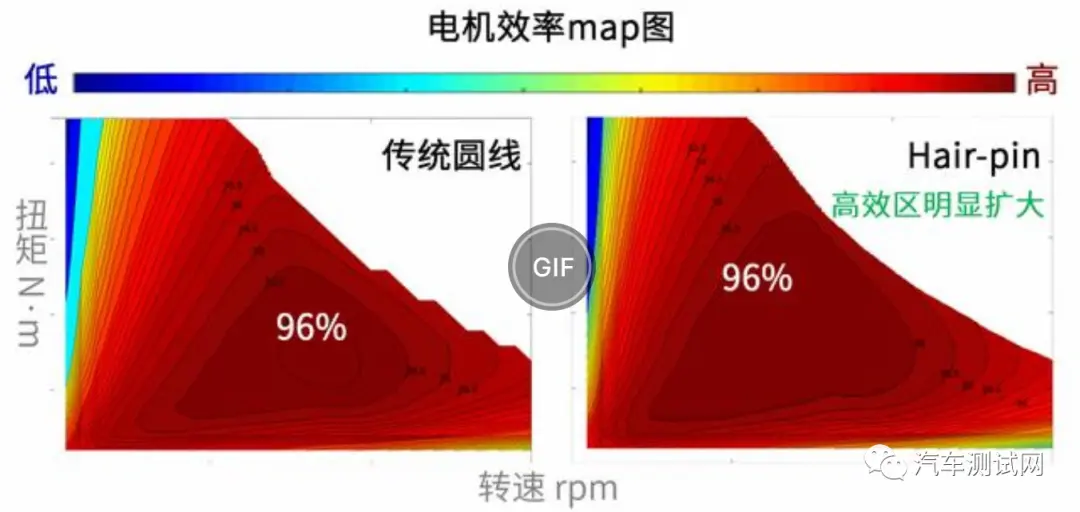
圆线电机和Hair-pin扁线电机效率Map对比
(2)缺点
①绕组制造过程非常复杂:以Hair-pin扁线电机为例,其绕组制造过程需要先将导线制作成发卡的形状,然后通过自动化插入到定子铁芯槽内,然后进行端部扭头和焊接。
②生产成本高:Hair-pin电机无法进行手工制造,想批量化高效率生产,必须要建立自动化产线,产线和设备投入较大。
扁线电机制造过程
4、扁线电机市场及技术应用
2007年,雪佛兰VOLT采用的电动汽车新技术中就有发卡式扁线电机,其供应商为雷米。

雪佛兰VOLT
2015年,丰田发行了装载扁线电机的第四代普锐斯,其扁线电机供应商为Denso。这款电动机采用了经典的8极48槽配比方案,其最大转矩达到163N‧m,最高转速可达17000r/min。

丰田第四代普锐斯
2014年,上汽捷能和华域电动联合开展了Hair-pin驱动电机项目。2020年5月,上汽荣威推出了全新纯电R品牌—ER6,其搭载了上汽自主研发的第二代扁线绕组电机。

荣威ER6
2015年,弗迪动力启动扁线电机技术自主研究,2017年扁线电机首样成功,国内率先实现6层扁线设计,2018年实现产业化,现如今已实现扁线电机研发设计、生产设备、生产工艺的自主化。

弗迪动力扁线电机
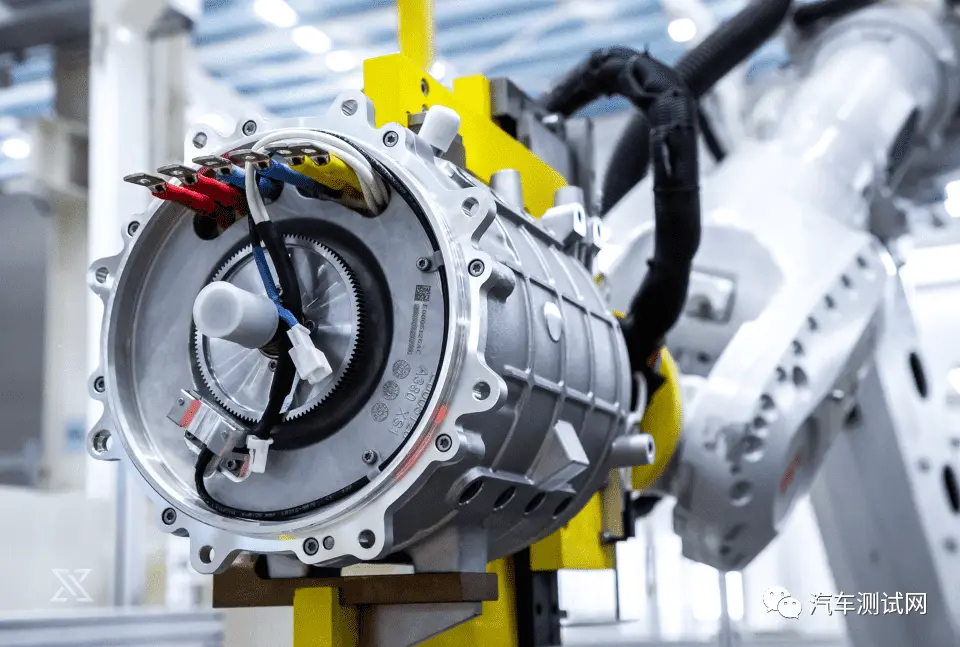
特斯拉拥有5种型号的驱动电机,包括3台圆线电机和2台扁线电机。2021年,特斯拉换装国产扁线电机3D6,带动渗透率大幅提升。
特斯拉扁线电机
2018年,方正电机引入牛名奎博士后,系统开发了扁线电机以及自动化生产设备,目前已经小批量供应。2020年,方正电机向蔚然动力提供方正电机首款采用扁线电机绕组形式的产品,实现扁线电机的首次亮相。

方正驱动电机
2015年,蔚来汽车就成立了XPT蔚来驱动科技,后者通过两代电驱动系统,确定了前永磁同步电机、后异步感应电机的路线方案。而XPT永磁同步电机是中国第一个采用扁平线技术的电机产品。
蔚来永磁同步电机
随着新能源汽车市场需求旺盛,加之扁线技术愈发成熟,电机产品加速全面扁线化,据预测,2025年扁线电机市场渗透率有望突破90%,扁线定子作为最核心的部件,市场规模将超百亿元。
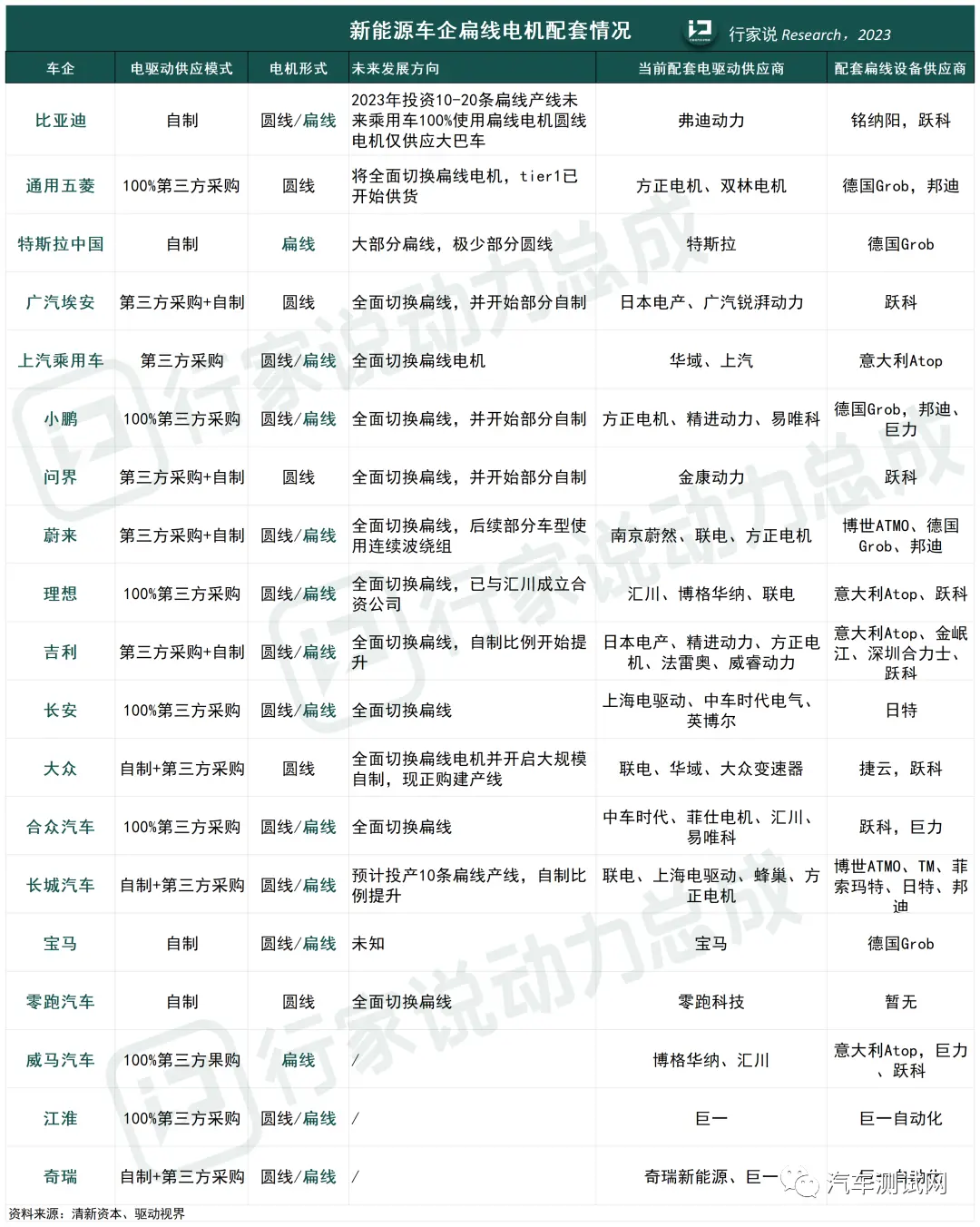
新能源车企扁线电机配套应用来源[行家说动力总成]
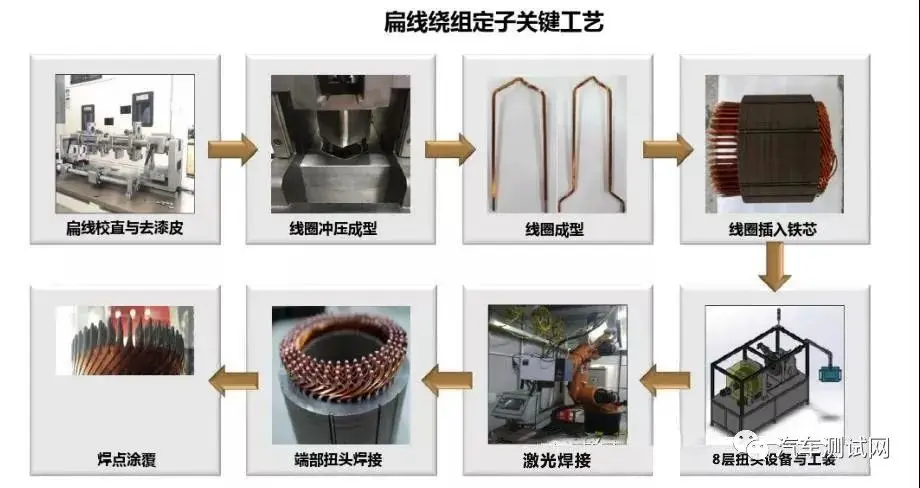
5、扁线电机制造工艺
扁线电机制造主要步骤包括绕组线圈加工成型,槽绝缘纸的插入,将线圈压入定子槽,将内外侧导线扭头并整形,将线圈端部切平确保两个焊点间的间隙满足设计的要求,最后利用激光焊或冷焊等方法对端部进行焊接并进行焊点涂敷。
扁线电机制造过程中的关键工艺包括:扁线校直与去漆皮、线圈冲压成型、线圈成型、线圈插入铁芯、焊点涂质、端部扭头焊接、激光焊接、8层扭头设备与工装等。
新能源汽车的发展受到电机技术的极大关注,而扁线电机作为一种新型电机结构,在新能源汽车中得到了广泛的应用。扁线电机相比传统的圆线绕组电机具有更高的功率密度和效率,这使得它成为新能源汽车中一种理想的驱动电机选择。



编辑推荐




最新资讯
-
ESI 全新BM-Stamp软件在汽车行业冲压仿真精
2025-04-02 09:27
-
车辆软件测试工程师的工作内容---解读GBT德
2025-04-02 08:41
-
浅谈机动车检测行业合规经营与检验人员职业
2025-04-02 08:40
-
NOA该允许驾驶员脱手么?
2025-04-02 08:37
-
联合国最新汽车法规清单(到R176)
2025-04-02 08:31
