




 广告
广告





















































用一个案例带你了解储氢气瓶强度和爆破结果分析

目前高压气态储氢是车载储氢的主要应用方式,高压气态储氢具有成本低、充放速度快、使用简便等优点,以铝内胆、塑料内胆复合材料高压储氢气瓶应用最为广泛。因此,储氢气瓶的失效分析、爆破压力与安全系数对燃料电池汽车的安全显的尤为重要,其中储氢气瓶水压爆破试验的失效分析是所有研究工作的基础。
01 参考标准
GB/T 35544-2017《车用压缩氢气铝内胆碳纤维全缠绕复合气瓶》、GB/T 42612-2023《车用压缩氢气塑料内胆碳纤维全缠绕气瓶》、GB/T 15385-2022《气瓶水压爆破试验方法》。
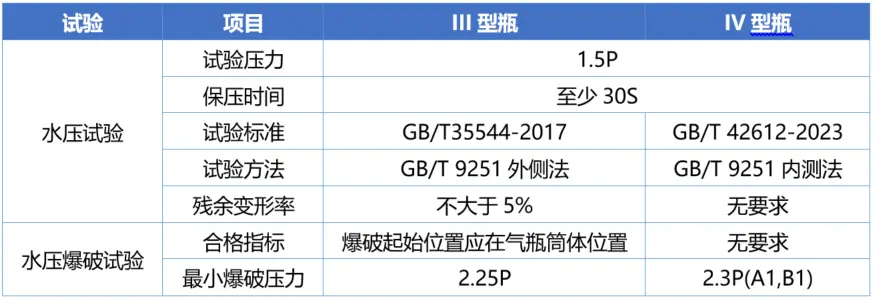
表1 III、IV型气瓶水压爆破试验方法对比
02 测试方法
先将注满水的气瓶与水压爆破试验系统连接好,排净设备和管路中的空气,按GB/T 15385-2022规定的试验方法在常温条件下进行水压爆破试验。加压过程中以0.5 MPa/s升压速率进行,当试验压力超过2.25P或2.3P后,升压速率仍为0.5MPa/s,气瓶处于压力源和测压装置之后,应在最小爆破压力下保压至少5s后,再继续加压直至爆破。
03 试验结果
① 实测爆破为171MPa,大于最小爆破压力157.5MPa;
② 气瓶前端(压力注入端)封头整体完好,未发生破裂;
③ 气瓶尾端(堵头端)尾端封头破裂成四部分,与筒体分离;
④ 气瓶筒体完好,爆破始于封头,不符合III型瓶爆破起始位置要求。
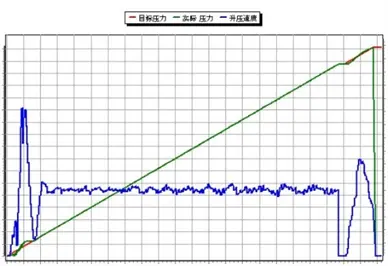
图1 试验压力曲线

图2 爆破后形态
04 结果分析和改进方向
在最小爆破压力下气瓶筒身段环向应力是轴向应力的两倍,且螺旋层同时承受轴向力及环向力,导致螺旋层应力低于环向层应力,环向层应力约为螺旋层应力的两倍。在筒身与封头的过渡处,气瓶曲率在此处发生突变,环向层在此终止,螺旋层厚度在此处最小,导致封头段纤维层等效应力在此处最高,封头处仅能进行螺旋缠绕,这导致封头处应力分布不均,后续可对气瓶封头局部位置进行局部补强处理。
综上所述,特嗨不仅掌握测试标准开展测试业务,也致力于发展成为助力更多氢能客户成长的合作伙伴。经过六年的高压储氢气瓶测试经验积累,2023年我们已为客户制定十余项定制化试验方案并进行测试过程复盘以及结果分析,让测试为客户创造更大价值。
- 下一篇:一文了解汽车万向传动装置
- 上一篇:华为供应链问题导致多车企交付困难







最新资讯
-
中汽中心工程院能量流测试设备上线全新专家
2025-04-03 08:46
-
上新|AutoHawk Extreme 横空出世-新一代实
2025-04-03 08:42
-
「智能座椅」东风日产N7为何敢称“百万级大
2025-04-03 08:31
-
基于加速度计补偿的俯仰角和路面坡度角估计
2025-04-03 08:30
-
《北京市自动驾驶汽车条例》正式实施 L3级
2025-04-02 20:23
