




 广告
广告





















































Kistler无线旋转测力仪(WL-RCD)亮相2024CCMT中国国际机床展

4月8日-12日,奇石乐Kistler将携旗下无线旋转切削测力仪 WL-RCD和全新多传感感器数据融合智能监控系统亮相CCMT2024 -- 中国数控机床展览会。此次盛会,奇石乐将于上海浦东新国际博览中心瑞士展团W5馆B282展位呈现引领行业的前沿数字化解决方案。欢迎届时亲临我们的展台,共同见证奇石乐Kistler应对切削领域前沿应用的最新创新成果。

▲Kistler全新无线旋转切削测力仪首次搭载压电式传感器,兼具灵活性和便捷性,确保高精度测量。
采用压电技术的无线旋转测力仪

压电式无线旋转测力仪(WL-RCD)为精确的测量和过程分析开拓了前所未有的全新可能;同时,无线旋转测力仪能够与新款压电刀具系统(PTS)应用程序相辅相成,共同发挥强大功能。
无线通讯技术的产生,使测量人员能够通过无线信号接收器,将测量数据直接传输至计算机;自此,在机床内部署错综复杂的电缆已经成为过去式。压电刀具系统(PTS)应用程序专为工业应用场景设计,其分析和测量功能,能够全方位覆盖高效数据评估需求、帮助用户轻松评估海量数据。此外,该系统还能够基于数据提供多项其他功能,如以高分辨率显示微细刀具的刀刃啮合情况,或实现刀具使用寿命最大化等。
主要特点:
高分辨率显示高动态力
精确测量三个正交方向上力和扭矩
采样频率高达10kHz
有效测量切削力,适用于长度、直径各异的不同刀具
采单传感器配置,提供超宽测量范围
自动化分析软件(PTS应用程序)

趋势分析:全方位分析刀具使用寿命

了解磨损机制
分析冷却剂与润滑剂状态
了解材料加工特性
研究工件夹具特性
实现对加工质量的直接测量
无线测量:无需电缆,即可获取高质量的信号
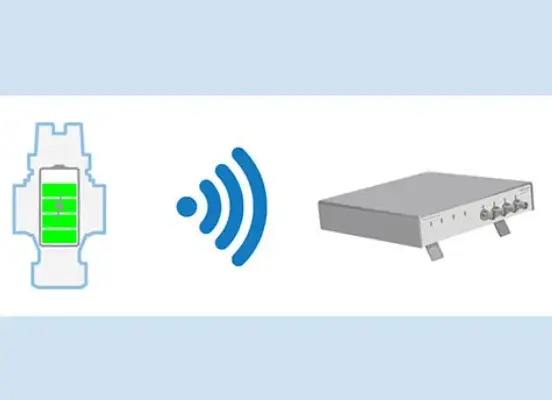
安装设置轻松、便捷
机床内无需线缆连接
充足电量,确保数据完整传输
经久耐用,使用寿命长
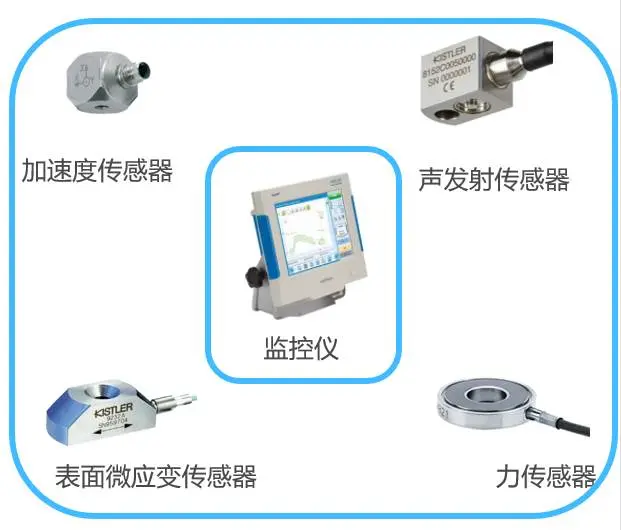
多传感器数据融合智能监控系统
随着加工系统复杂程度和自动化程度不断提高,切削过程在线监测技术越来越受到人们的关注,已成为实现机械制造过程自动化、数字化,提高生产效率、降低生产成本的重要技术保证。典型的切削加工过程状态监测流程包括加工过程信号采集、信号处理、特征提取以及模式识别,高精度传感器信号采集作为切削过程监控的第一环节,其重要性不言而喻,如何快速、可靠、准确地采集切削过程参数信息一直受到广泛关注,设计并研制出满足应用需求的传感装置是实现切削过程智能监测的必要条件,更是实现智能制造的关键之一。

在切削过程监控尤其是切削过程刀具状态监测中,多只采用单一传感信号进行分析处理,但由于机械加工过程的复杂性,采用单一的传感器信号进行刀具状态识别鲁棒性低,可靠性差,难以保证较高的识别精度,而多种不同传感器能提供反映切削过程多方面互补的信息。因此,利用多传感器信息融合技术监控刀具状态逐渐成为趋势。
奇石乐致力于智能监控的发展
奇石乐Kistler作为全球顶尖的传感器制造公司,在基于多传感器融合的刀具状态监测技术实用化中,构建成本低廉、适用性广的多传感信号检测系统发挥着重要的作用,与切削过程密切相关的切削力、振动、表面微应变以及声发射等各类参数信息的获取为实现切削过程参数优化、加工质量预测、刀具状态判别及自适应控制等提供了信息支持。奇石乐Kistler的多传感器监控系统,在线监测刀具磨损状态可以最大化刀具使用寿命,降低机床停车时间,有效提高生产效率并降低成本。
- 下一篇:如何计算E-Axle电驱系统效率?
- 上一篇:新能源汽车研发中的关键材料解析



编辑推荐



最新资讯
-
自动驾驶汽车测试关键行人场景生成
2025-04-23 17:12
-
R171.01对DCAS的要求⑧
2025-04-23 17:08
-
迄今为止最先进的版本:imc发布全新imc STU
2025-04-23 17:06
-
艾德克斯上海慕尼黑电子展圆满收官,展示测
2025-04-23 17:03
-
本田下一代燃料电池首次亮相北美
2025-04-23 16:49
