




 广告
广告





















































电动汽车高压线束铜铝端子连接技术

电动汽车高压线束铜铝端子连接技术
电缆是电动汽车高压连接器线束中成本占比较大的零部件,通常使用的导体材料主要是铜及铜合金。铜具有较好的电气性能和力学性能,是电传导的理想材料。随着电动汽车充电电流向400A 或者更高的方向发展,如果继续使用铜作为电缆导体,需使用95mm²或更大规格的电缆,这将增加线束和整车的质量,不利于降低能耗、提高续航里程的发展策略。因此,为了能够提高车辆的续航里程,降低能耗,高压线束需做轻量化设计。铝及铝合金导体具有良好的导电性和低密度的特点,是汽车线束轻量化的良导体之一。但铝导体由于自身物理属性的原因,在导电率、力学性能以及蠕变性能上与铜导体存在一定的差距,尤其是铜铝连接由于热膨胀系数相差较大,在充放电过程中的冷热冲击容易在连接界面处形成间隙或孔洞,导致电阻增加,温升升高。另外,由于铜铝存在电位差,容易形成电化学腐蚀。因此,要想铜铝连接能够较稳定、安全地应用,在力学性能和电化学腐蚀方面要有好的解决方案。
01 铜铝连接存在的问题
传统的高压线束主要是铜电缆组成,铜电缆导体两端连接的是铜端子或铜排,可以较容易获得可靠的连接,不存在电化学腐蚀的问题。
在充电功率向大功率充电发展的背景下,现行的充电技术标准《GB/T20234.1—2015》允许的最大充电电流是250A,而正在制定和更新的标准,已把充电的电流上调至400A、600A,甚至1000A 以上。在车辆端不增加冷却措施的情况下,电流增加时,根据焦耳定律(Q=I2Rt),需降低导体电阻才能使车辆不出现热失效等问题。降低电阻的有效措施是增加导体截面积,一般情况下,120mm2 铜电缆的最大载流是500A,要想获得更高的载流能力,电缆的截面积要比120mm2更大,如此大的尺寸会导致线束质量超重、弯曲半径过大等问题。因此,铝排或铝棒等轻量化的导体将迎来应用的契机。
铝排由于其矩形形状的特征,相同截面积的条件下具有更大的散热面积和较好的导电能力,在线束布置时,矩形的形状有利于平面的敷设,占用更小的空间,同时铝排自身的结构刚性使其在安装时可以使用更少的线束固定卡扣而获得好的线束布置性能。

根据铝导体自身的材料属性,与铜端子连接时,在力学性能、电气性能、耐腐蚀性能等方面存在一些固有的问题,如下文所述。为了解决或减弱由于铜铝材质自身特质差异带来的性能降低,需研究铝合金材料、连接方式和表面处理对铜铝连接的力学性能和电气性能的影响。
02 铜铝连接方案
1.铝合金材料的选择
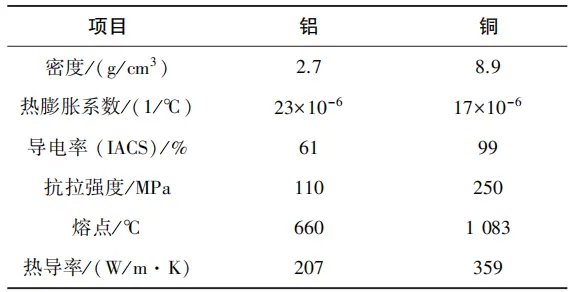
铜和铝的物理参数在力学性能和电气性能上有明显差异。表1 为铜和铝的物理参数,从表中可以看出,铝的强度低于铜,但其热膨胀系数是铜的1.35 倍。热膨胀系数的差异是铜铝连接是否可靠的一项挑战。具体选择何种系列的铝合金需要根据连接的方案进行选择。例如,要求可焊性比较好的可选择1系铝合金,要求强度较高且抗蠕变性好的可以选择6系或8系铝合金。
通常情况下,可以作为导体的铝合金主要有1 系、6 系和8 系系列,其中1 系主要牌号为1350/1050,6 系铝合金的主要牌号为6101,8 系铝合金的主要牌号是8030/8176。不同铝合金的主要差异如下:
1)1系铝合金主要特点是含铝99.00%以上,导电率约61%,耐腐蚀性能好,焊接性能好,其缺点是质地较软,强度较低,连接强度不高;
2)6系铝合金主要特点是以镁和硅为主要强化相,具有较好的力学性能和导电性能,适合螺栓连接,一般其导电率约55%IACS;
3)8系铝合金主要特点是会在合金体系中添加一些稀土或微量元素,起到强化作用,具有较高的机械强度,其抗蠕变性能基本可以与铜合金媲美,如图1 所示。铝合金导体的合金成分加入,大大地提高了其导电性能和连接性能,在电流过载时,合金成分发挥持续的连接作用,使铝合金导体抗蠕变性能增加。
2.铜铝连接的方式
铜端子或铜排与铝导体线束的连接可靠性需要考虑抗蠕变、应力松弛等力学性能,同时也需要考虑铝表面氧化膜带来的电气连接问题。通常,铜铝连接的方式主要有闪光对接焊、钎焊、搅拌摩擦焊以及螺栓连接,其中闪光对接焊、钎焊、搅拌摩擦焊等焊接连接可以有效避开铝表面氧化膜的问题,而螺栓连接则需要慎重考虑铝表面氧化膜带来的挑战。
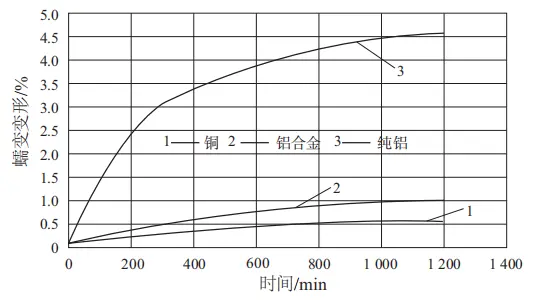
图1 铜铝抗蠕变性能
铜和铝的焊接需要考虑以下几点问题:
1) 铜铝的热膨胀系数和导热性不一样,焊接时受热时的膨胀量不一样,如果缓慢加热,时间过长会使膨胀的差异更大,因此,在焊接时需注意控制焊接面的受热情况及焊接时间。
2) 异种金属材料复合焊接获得的焊接接头脆性较大,根据图2 的铜铝二元相图可知,铜铝融化焊接的过程中容易生成脆性相。这是因为在连接处易生成铜、铝间化合物,其主要成分为铝化铜,即在铜铝焊缝处有脆性化合物生成,易导致焊接头的强度降低。
3) 铜铝的熔点相差较大,相差约400℃,焊接时容易出现铝已熔化但铜未焊透,需要调试出适当的工艺。
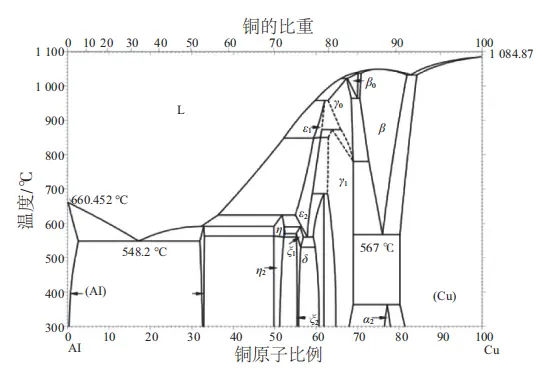
图2 铜铝二元相图
铜铝连接的另一种常用连接方式是螺栓连接,铝排选用6101 作为铜铝连接的导体,则可选择螺栓连接或焊接连接的连接方式。当选用螺栓连接时需设计防松的螺栓连接结构,防止铜铝连接由于冷热冲击带来的热胀冷缩,导致连接界面产生间隙或孔洞,发生应力松弛。对于螺栓连接的转矩设定需要通过一系列的测试或计算,得到合适的接触应力和接触电阻,其判定条件可以按照接触电阻变化与接触应力变化比值<-0.1μΩ/MPa 来确定。此时对应的转矩即为合适的转矩,其计算公式如式(1)所示。

式中:
mv 为电阻与应力变化比值,其<-0.1μΩ/MPa 时被认为是稳定接触的;
∂Rv为接触电阻变化值;
∂σm为接触应力变化值。
图3所示为锡和铜、锡和锡连接时的负载曲线,虚线是斜率为-0.1 的渐近线,当虚线与实线相切时,表示此时的应力和电阻是比较合适的,应力需不小于此值。因此,螺栓连接的转矩需要通过实验得到验证后才能设定为可靠值。例如M6 的螺栓,其材料、垫片、接触面积不同,需设置为不同的转矩以获得稳定连接性能。一般国标M6的螺栓转矩可设置为8.5N·m。
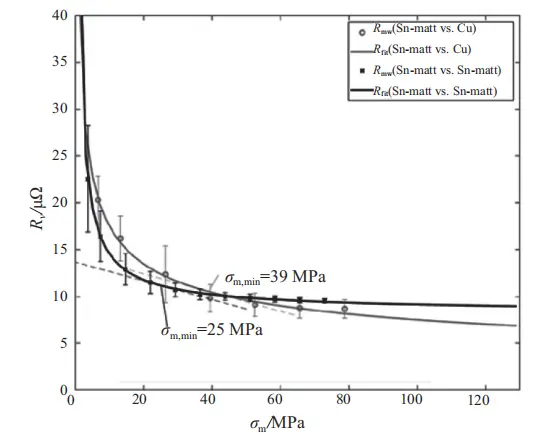
图3 不同金属间的螺栓负载曲线
铜铝连接的几种连接方式各有优缺点,是否能够与电动汽车铜端子和铝排的可靠连接相匹配,需要对连接后的力学性能和电气性能进行测试和评估。
03 实验验证
1.铜铝排焊接性能测试
1) 铜铝排焊接连接接头试验材料和方法
选择铜排和铝排作为研究对象,铜排材料选择T2 紫铜,铝排选择1350 铝合金,采用闪光对接焊、银钎焊、搅拌摩擦焊、超声波焊接的方式进行焊接连接,其中闪光对接焊和搅拌摩擦焊采用对接连接的方式,银钎焊和超声波焊接采用搭接焊接,焊接形式如图4 所示。铜的尺寸为4.5mm×45mm×500mm, 铝排的尺寸为4.5mm×45mm×500mm。
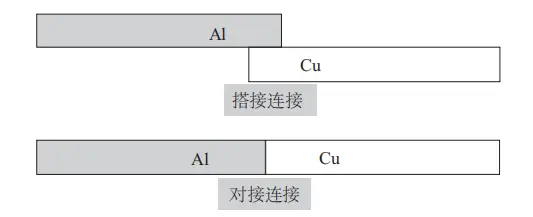
图4 铜铝连接方式
对焊接后的样件进行力学性能和电气性能测试,力学性能测试主要测试接头的180°方向的拉脱力,电气性能主要测试连接电阻和380A 条件下的温升,其中搭接焊接的两种焊接连接需额外测试90°放线的剥离力。
2) 铜铝排焊接连接接头实验结果
4 种铜铝排焊接接头测试结果如表2 所示。通过对比180°方向的拉脱力可知,闪光对接焊和搅拌摩擦焊的结合强度较好,连接电阻较低,在380A 的额定电流下,通载2h 后,接头位置的温升比较接近,分别为36K 和34K。银钎焊和超声波焊接的180°方向拉脱力略小,且90°方向剥离力较小,不符合使用要求,银钎焊的接触电阻和温升较高,载流能力弱。
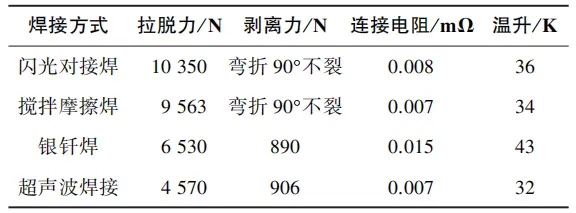
表2 4.5mm×45mm 铜铝排焊接性能对比
2.铜铝螺栓连接接头性能测试
铝排的材料选择6101铝合金,铜排的材料为T2 紫铜,铝排材料尺寸为4.5mm×45mm,铜排材料尺寸为3.5mm×35mm,用M6 的螺栓将各样品以8.5N·m的转矩进行连接,进行盐雾前后的电气性能测试。样品种类1 为铝排未电镀,样品种类2 为铝排电镀银,样品种类3 为铜排未电镀,样品种类4 为铜排表面镀银。盐雾条件为96h 中性盐雾,温升测试电流为380A,温升测试结果如表3所示。
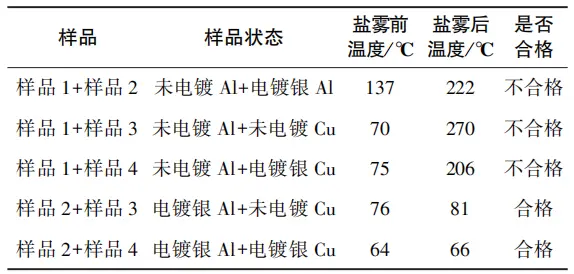
表3 铜铝盐雾前后的温升
04 试验分析
1.铜铝焊接接头试验分析
通过对4种焊接方式的测试结果可知,闪光对接焊由于是将铝排和铜排以化学融合的方式形成了比较牢靠的连接接头,在接头界面处形成了Cu/Al 混合物,具有较好的力学性能和电气性能,拉伸强度是4 种焊接方式中最高的,焊接电阻较低,且温升相对较小,适合于铜和铝的焊接连接。高压线束对技术清洁度要求较高,通常是要在满足VDA19 中CG2 以上的环境中生产,由于闪光对接焊在生产过程中对环境不友好,尺寸控制难度较大,故非必要情况下不推荐此连接方式。

由于银钎焊是在铜铝连接界面处添加有银铜合金的钎料,焊接时由于银的熔点低于铜而先熔化,在施加压力的条件下,使铜铝焊接在一起,但银的熔点又高于铝,从而使铜铝在受热和压力时变形不平衡,导致接头在拉伸和剥离时强度不足。由测试结果可知,银钎焊的剥离力和连接电阻是3 种连接方式中最差的一种,高压线束中不建议使用此连接方式进行铜铝连接。
搅拌摩擦焊是一种固相连接方式。在搅拌摩擦焊过程中,一个柱形带特殊轴肩和针凸的搅拌头旋转着插入被焊工件,搅拌头和被焊材料之间的摩擦产生了摩擦热,使材料热塑化。当搅拌工具沿着待焊界面向前移动时,热塑化的材料由搅拌头的前部向后部转移,并且在搅拌工具机械锻造的作用下,实现工件间的固相连接。通过测试结果可知,搅拌摩擦焊的拉伸性能和连接电阻较好,是4 种连接方式中相对较可靠的方式之一,且制作工艺简单,能够适用1 系、6 系和8 系的铝合金焊接,具有高效、稳定生产的特点,是不错的铜铝连接方式。
超声波焊接是通过振幅器的高频振动和焊头的压力使被焊接件结合在一起的,此连接方式较成熟地应用于导线与端子的连接中,能够获得较低的电阻和较高的结合力。通过测试结果可知,连接电阻和温升相对较低,但连接强度较低。主要原因是在铜端子和铝排的连接中,当铜铝排的厚度相对较小时,设备焊接能量足够,超声波焊接是可靠的,但对于铝排规格较大时,受焊接设备能量的影响,焊接不透彻,连接强度较低。
综上所述,4种焊接连接方式中,适合于高压线束的方式主要是搅拌摩擦焊,此焊接方式工艺稳定可靠,且对环境比较友好。
2.铜铝螺栓连接接头试验分析
由于铝合金导体表面存在致密的氧化层,氧化膜的导电率比较差,需要相应的结构来刺破,提高端接的导电率。如果采用螺栓连接的方式,需要设计特殊结构和合适的转矩来保证连接的可靠性。依据以往的经验数据,M6 的螺栓需要使用8.5N.m 的转矩来获得较好的力学连接和电气连接。根据表3 数据显示,当铝表面未做电镀处理时,其与任何状态的铜和铝连接都处于不可靠状态,盐雾后的温升急剧增加,使产品处于不安全状态。铝表面镀银后,与裸铜和镀银铜的连接时,盐雾前后的温升是合格的。
未电镀铝排与未电镀铜排连接时,盐雾前后的温度差异≥200℃。主要原因是铝和铜存在电位差,当存在盐溶液介质时,铜铝界面发生电化学腐蚀,形成空洞等缺陷,使连接电阻加速增加,随着电流通载的时间增加,温度也持续增加。未电镀的铝与电镀的铜排连接时,虽然铜排有电镀银层,但在96h 盐雾后,温升依然差异接近200℃,说明铜铝之间依然发生了较严重的电化学腐蚀。大部分的存储、转运的环境是非密闭的,环境中存在大量的水汽、介质,铜铝连接界面在存在电解质的情况下,极易形成原电池反应,发生电化学腐蚀,从而导致接触电阻和温升急剧增加,使产品失效。因此,对于高压线束产品,当铜铝连接可能处于非干燥环境时,建议对铜铝表面进行镀银处理,防止电化学腐蚀发生,以获得较可靠的连接性能。
05 结语
通过对铝合金和铜导体的连接分析,在铝排材料选择、连接方式、表面处理等方面得出如下结论。
1) 通过对比不同焊接方式的力学性能和电气性能,推荐选用搅拌摩擦焊作为可靠的连接方式。
2) 铜铝连接选择螺栓连接时,如果铜铝连接区域不能保证处于干燥环境时,建议对铝排表面做镀银处理,同时需设计防松结构,以防止由于铜铝热膨胀系数差异带来的应力松弛行为,以获得较稳定的电气连接。



编辑推荐




最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
