




 广告
广告





















































电驱动总成NVH EOL下线测试

在高端化产品升级以及向电动汽车的转型浪潮中,客户的期望从轰鸣的发动机声音逐渐转向安静舒适驾驶体验。因此,不仅在研发阶段,在生产过程中对NVH下线测试的要求也越来越高。EOL下线测试系统可以发现"有异响"的产品,可以将不规则异响噪音定位于特定部件和找到根本原因,从而实现高效维修。通过将整车测试结果与下线生产大数据自学习的极限值相结合,可以筛选出导致客户抱怨的产品,以及存在生产缺陷的产品。
一、为什么我们需要NVH下线测试?
1、汽车品质升级
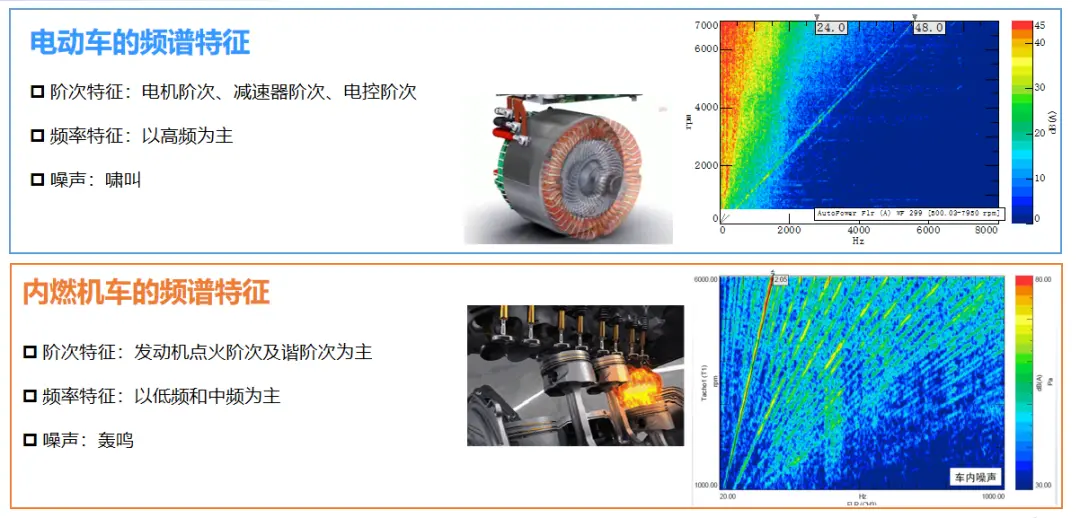
虽然“发动机的轰鸣声”是部分客户想要的,但齿轮啸叫等异响通常不被客户喜欢。
电动汽车的设计通常为了提供了一种奢华,舒适、安静的驾驶感,失去了发动机的掩盖效应之后,各种生产缺陷被放大,比如齿轮齿面波纹度和轴承异响,更容易被人耳识别到。
2、维修成本优化
在零部件(齿轮&轴承)级别时,发现问题并替换可能需花费15元;
在装配级别时,维修成本会上升到400元;
在动力总成系统级别时,会提高到4000元;
在整车级别再发现问题并进行维修和替换时,可能维修成本会高达15,000元。
假定年产量是10万台,通过早期的NVH检测提前发现问题,每降低0.5%的返修率,我们就有可能节约高达750万人民币的维修成本。
3、生产统计分析
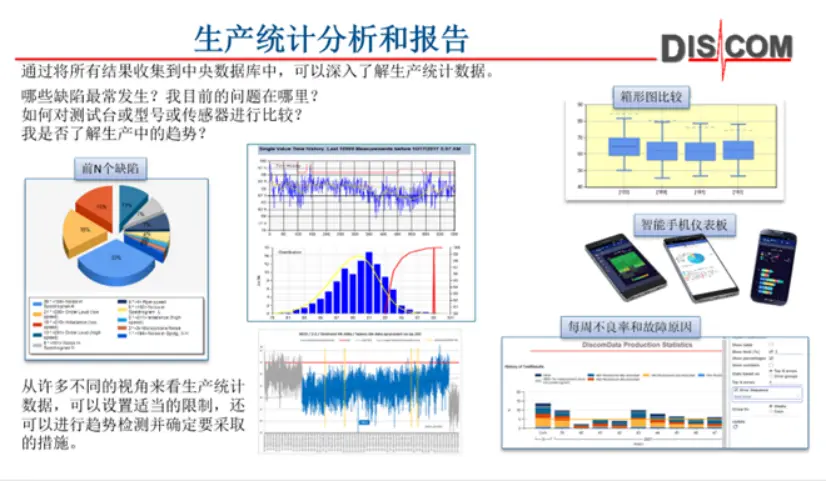
通过存储100%生产测试的所有结果生成的结果数据库,可以进行生产数据统计学分析:
前N项主要质量缺陷分析,提供一个简洁的产线概览。大量测试中出现的产品质量问题或是台架控制问题,利用多种多样的统计学工具比如箱型图进行快速分析,定位和解决,以对产线生产影响降到最低单值的趋势预测,可以对产品质量变化进行预警,单值的历史数据回顾可以对产品不同批次的变化进行总结和问题定位,通过将生产线下线测试的结果与生产加工过程中获得的加工参数相关联,可以揭示出存在于生产中的根本原因,甚至提供相应齿轮加工机器维护预警。
二、EOL下线测试设备介绍
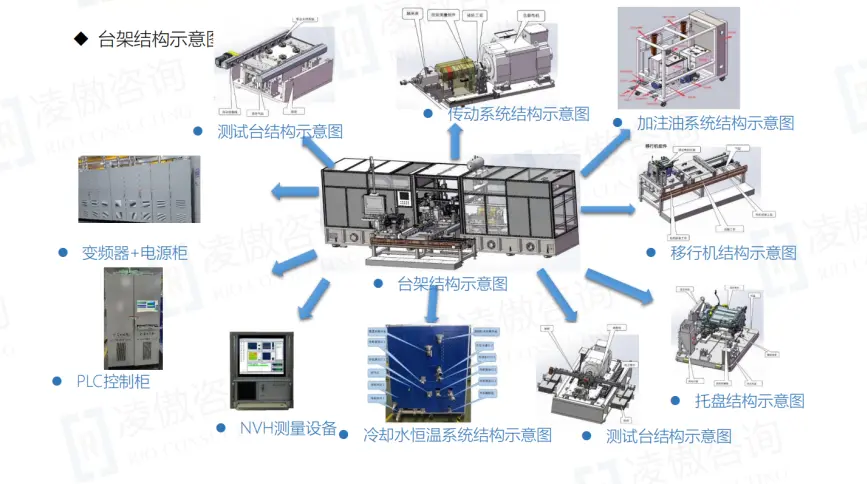
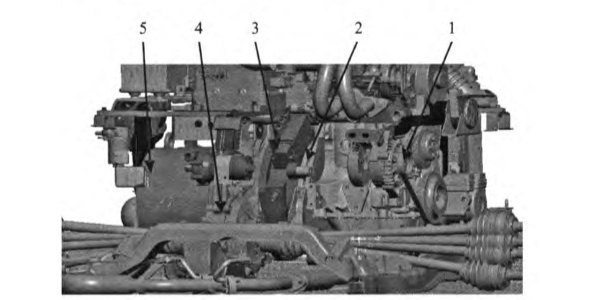
各部件功能:
1、测试台:主要由左右两台测功机构成,主要用于测试电驱动总成的功率,测功机利用电机测量各种动力机械轴上输出的转矩,并结合转速以确定功率的设备。
2、加注油系统:测试前给减速器加注润滑油,测试完成后将润滑油抽出。
3、冷却水恒温系统:通过换热或加热机构,动态恒温控制进入电机和控制器的冷却水,保证进入电驱动总成的冷却水恒温恒流量。
4、变频器:把电压和频率固定不变的交流电变换为电压或频率可变的交流电的装置称作“变频器”。该设备首先要把三相或单相交流电变换为直流电(DC)。然后再把直流电(DC)变换为三相或单相交流电(AC)。变频器同时改变输出频率与电压。
5、上位机控制系统:用于控制负载系统执行相关工况任务以及向用户提供人机,控制界面。包括工业控制计算机,测试控制软件系统等。
6、数据测试系统:包括对被试电机扭矩、转速以及实验过程中被试电机及其控制其温控设备的温度、压力等现场参数的测试与转换。
电驱动预装于托盘,托盘送上自动测试线,与多种测试、加注工位对接,进行下线前的各项测试。
三、NVH下线测试技术要求及标准
1、NVH测试台技术指标
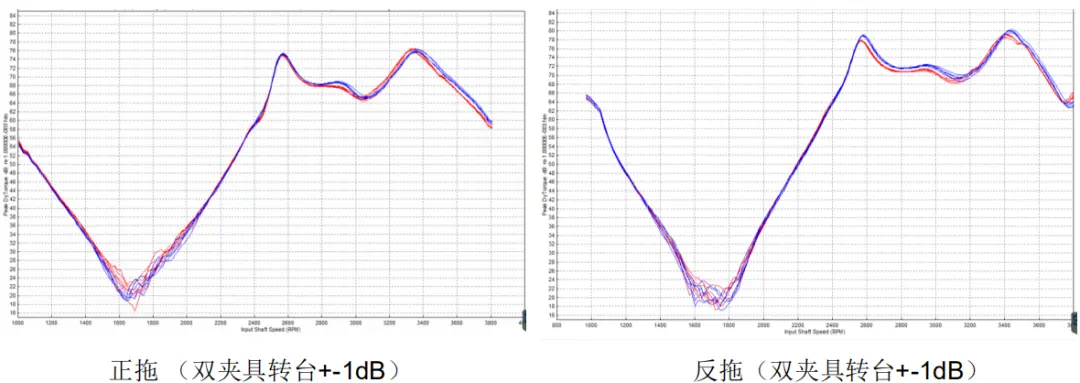
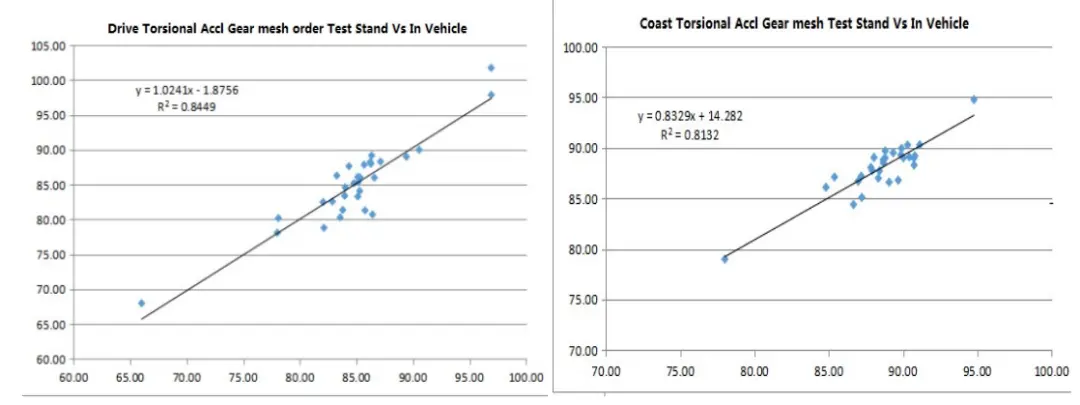
• 重复性(阶次曲线):+-2dB – 工件重新装夹多次测试 – 曲线的低读数区域除外
• 与车内测试的相关性:R² > 0.8 –台架测试或整车测试(溯源至振动源的阶次) – 20-30件,读数跨度20dB,均匀分布
2、测试工况
一般包含升速、降速工况和稳态工况。

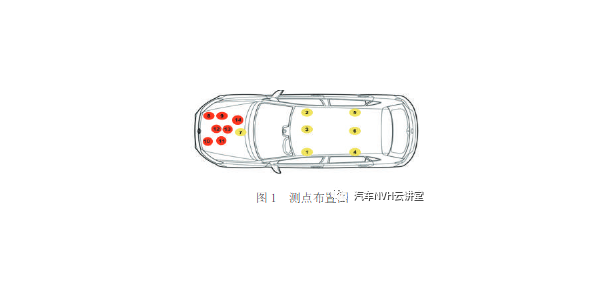
3、传感器配置
通常使用2至3个加速度传感器贴近电驱壳体,位置包括电机壳正上方、电机和减速器壳结合面输入轴正上方以及减速器中间轴承端面正上方。
通过匹配电机转速,采集加速度信号,以获取时域和频域的信息。
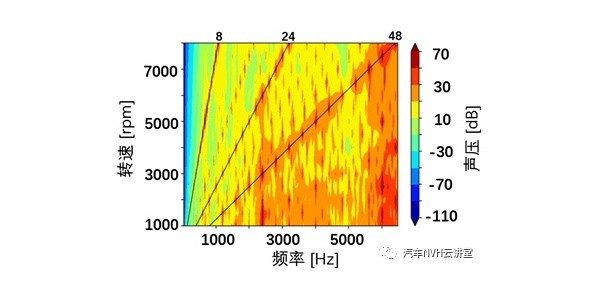
4、检测项目
主要包含阶次谱、阶次切片和峰态等,识别生产制造过程中来料或装配等因素导致的电机阶次、齿轮阶次及轴承阶次偏大的问题,还有齿面磕碰,齿轮波纹度差导致的鬼频等问题,峰态主要用于稳态工况下识别电驱动总成存在的敲击类问题。
5、限值初步设定
EOL测试的限值是通过自学习生成的。一般遵循3σ+offset的门限原则,其中offset可以设置为5至15 dB。
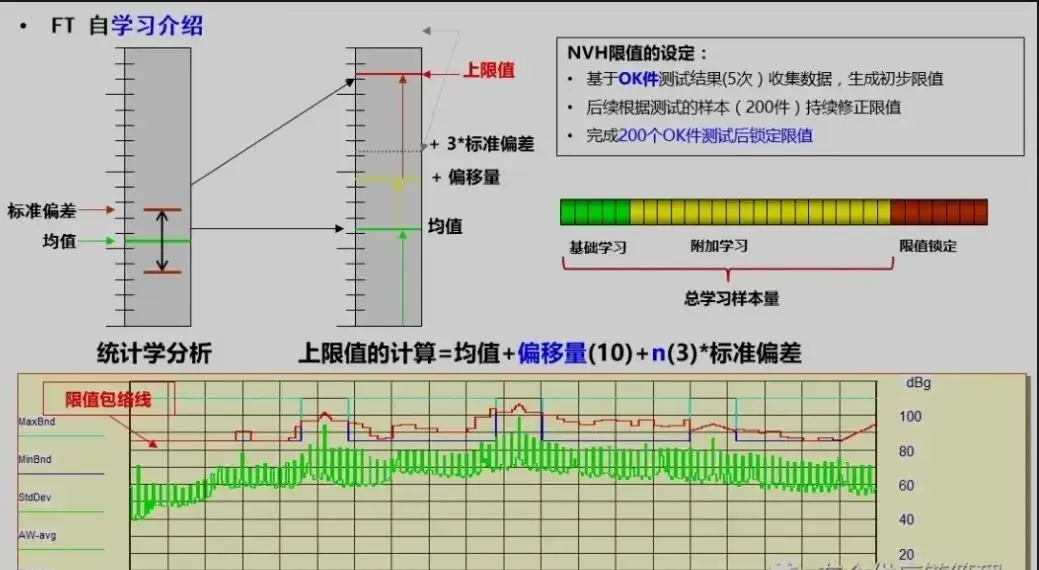
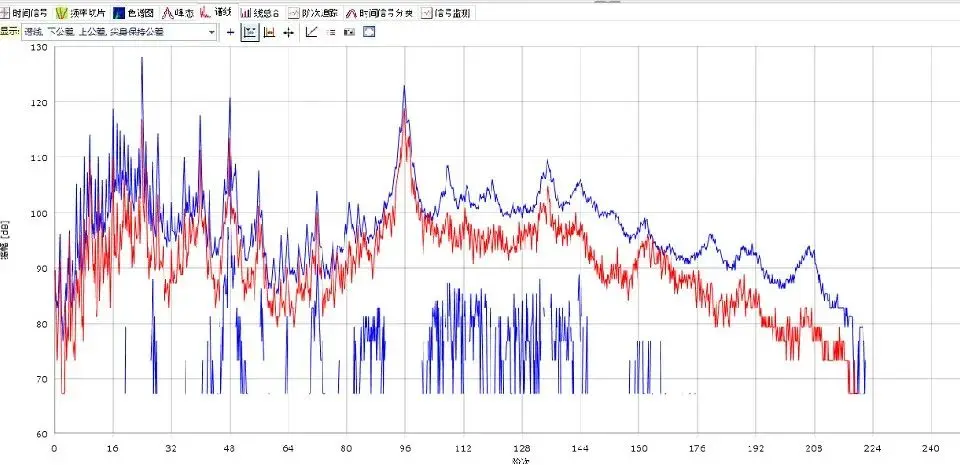
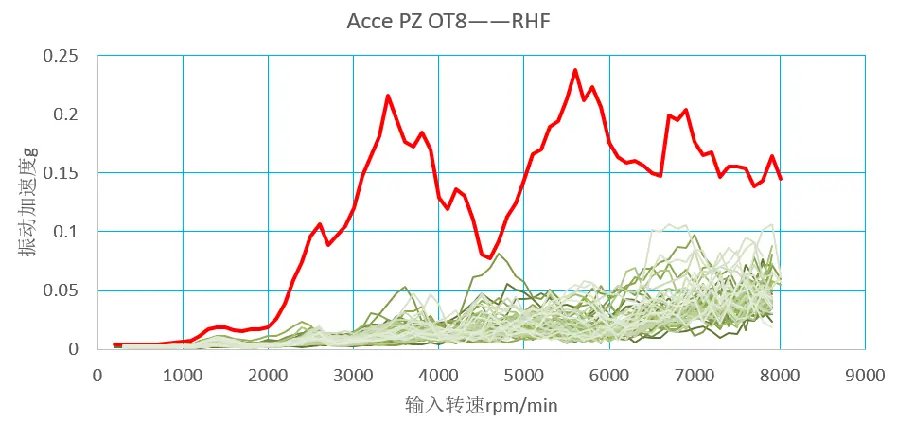
最终EOLNVH测试标准在完成EOL NVH台架重复性和相关性后确定,需要根据客户整车表现,适当增加相应的测试工况,结合200台样本数据+问题件测试数据(红色曲线)对下线测试标准进行修正。
最后建议保留验证合格的样件,不同时期进行测试,可以对测试设备进行校准。
由于新能源行业快速发展,为了满足市场需求,往往在开发设计阶段部分功能得不到充分验证,在小批量生产的初步阶段,EOL测试工况多,且时间长,需要分步优化测试节拍,充分验证后,逐渐优化至满足生产节拍。为了满足大批量生产和产线设备节拍,主流厂家往往将测试时间控制在2min以内。在产品质量和制造过程稳定情况下,可以考虑抽检。



最新资讯
-
漫说信息智能 · 电动车防晕车大作战
2025-04-27 16:28
-
R171.01对DCAS的要求⑨
2025-04-27 15:29
-
智驾标准法规体系大全
2025-04-27 15:28
-
国内最大汽车创作者大会开幕,懂车帝投入5
2025-04-27 13:18
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
