




 广告
广告





















































涉氢管路螺纹锁死机理及预防措施

涉氢管道一般采用S31603不锈钢,其连接形式除焊接以外,均采用卡套或螺纹等形式连接,主要依靠不锈钢螺纹进行连接紧固,连接扭矩达130-350N·m,远高于碳钢螺纹扭矩。较高的扭矩和不锈钢的特性造成螺纹在安装和拆卸的过程中易发生锁死现象,锁死轻则引起拆卸困难,重则造成无法拆卸,需要采用破坏性手段将管件及管道全部拆卸更换,造成维修难度和维修成本的增加。因此有必要对不锈钢螺纹连接的锁死机理及改善方法进行分析,采取有效措施进行预防。
01 锁死样品的损伤分析
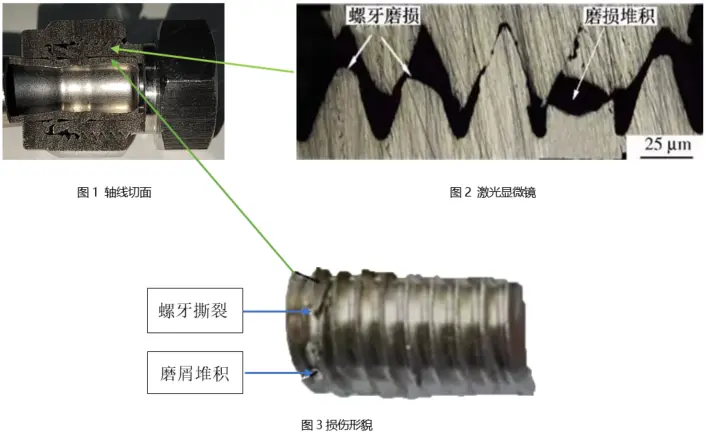
为了探明不锈钢螺纹发生锁死的原因,利用线切割机将发生锁死的不锈钢卡套样品沿着轴线切开(图1),对锁死后螺牙损伤形貌进行观察。内外螺纹连接处在激光共聚焦显微镜下的形貌(图2)。可见,内外螺牙均发生严重磨损,有的螺牙在高度方向上磨掉约70%,并且磨屑在螺牙间堆积,成为一个整体。
将剖切卡套样品分离,卡套样品的典型损伤形貌(图3)。可见,发生严重磨损,螺牙存在撕裂现象。磨屑在螺牙间堆积,对螺纹的旋入和旋出产生了阻塞作用,使得螺纹彻底锁死。
02 锁死过程和实验分析
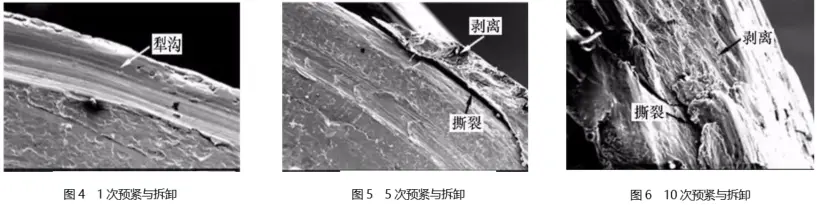
不锈钢螺纹在锁死过程中发生了严重磨损现象。为了分析不锈钢螺纹的锁死过程,对比在无涂层和未作处理螺纹不同拆卸次数下的磨损的特征,采用反复预紧与拆卸的方式进行分析,次数分别为1次、5次和10次。所有试验的卡套均未发生锁死。试验后,将卡套从螺牙底部沿着垂直于轴线方向进行线切割分析:
(1)1次预紧与拆卸后,螺牙表面就出现犁沟,这说明螺牙表面发生磨粒磨损。(图4)。
(2)5次预紧与拆卸后,螺牙表面发生黏着磨损,螺牙顶部出现了由于黏着磨损而引起的撕裂和剥离现象。(图5)
(3)10次预紧与拆卸后,黏着磨损加剧,螺牙顶部发生撕裂和剥离的材料体积增加。(图6)
03 防锁死措施的效果分析
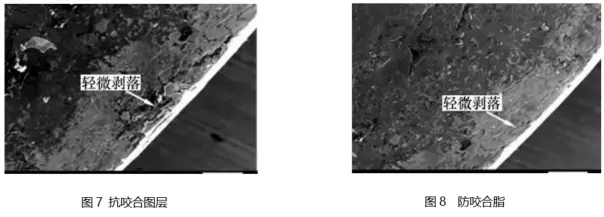
为应对锁死现象,采用具备抗咬合图层(镀银图层)和涂抹防咬合脂的管件进行测试,管件不锈钢螺纹经过10次预紧与拆卸后都未出现锁死现象。显微镜形貌(图7、8)与图4、5、6对比,螺牙表面的损伤程度大幅度减轻。
04 结论及预防措施
从上述分析可得,随着预紧和拆卸次数增加,螺牙表面的磨损机制由磨粒磨损转变为黏着磨损,且黏着磨损引起的损伤程度逐渐增加。随着螺牙表面磨损的加剧,由于剥离和撕裂产生的磨屑逐渐在螺牙间堆积,这阻碍了螺牙的旋合过程并最终引起了锁死现象。通过具备抗咬合图层管件或涂抹防咬合脂可以有效降低锁死现象发生。
为有效抵御黏着磨损造成不锈钢螺纹连接抗锁死,提高不锈钢螺纹使用寿命,降低维修成本,不锈管管件安装和使用过程还需要注意以下四点:
①.安装前不锈钢螺纹表面清洁,无污渍和杂质;
②.安装前应对管件进行外观检查,不得有缺陷;
③.安装时螺纹与管道中心线重合,偏转角≤2°;
④.无涂层管件安装应涂抹抗咬合脂或特殊密封脂。







最新资讯
-
“剑门”系列私域大模型一体机:全场景国产
2025-03-26 16:52
-
技术专题|车规环境对芯片信息安全功能及性
2025-03-26 16:43
-
强制性国家标准《智能网联汽车时空数据传感
2025-03-26 16:42
-
氢启未来!广汽首台140kW氢燃料电池电堆正
2025-03-25 08:40
-
C-GCAP能耗续航及整车电池健康度工作组 202
2025-03-25 08:37
