




 广告
广告





















































【座椅】汽车座椅塌陷与发泡性能相关性研究

摘要
发泡是汽车座椅设计制造环节极为重要的工艺过程,操作时需要将聚醚、异氰酸酯等原料混合起来,在一定的压力和温度条件下促成化学反应,最终完成座椅的塑形和制造。近年来我国汽车消费市场明显扩张,如何提高汽车座椅发泡性能,如何加强汽车座椅防塌陷设计,成为诸多汽车设计制造企业关注的焦点问题。
汽车座椅发泡技术类型
面套复合发泡
面套复合发泡方式的出现主要是为了解决传统工艺缺陷,传统模式中座椅面套、发泡本体是分开设计制作的,发泡本体固化之后,通过打Hog Ring或者粘扣带等方式,将两者连接起来形成整体。这种包覆方案的工作量相对较大,且包覆操作公差难以控制,可能会出现表皮褶皱情况,影响外形美观度。随着汽车座椅发泡技术的发展完善,PIP方式进入到座椅设计制造环节,将模具固定到面套之中,一次性完成浇注和固化,可以有效避免褶皱问题 。但PIP方式同样具有一定局限性,模具固定较为困难,可能会导致废品率上升。所以现阶段很多汽车制造企业开始将座椅的整个结构层由上至下分解,对结构层中的发泡材料进行分析,发泡层位于真皮复合层之内,可以较好地解决座椅表面褶皱问题,降低废品率,同时提升座椅制造的舒适度和美观度。
舒适性发泡
舒适性发泡是贴合于座椅发泡表面的制造工艺。Audi的cut foam便是该种工艺的代表性类型,其座椅使用多层发泡方式,贴近表面层滞后损失率低,不同的特性和舒适性不同的感知方向相关。操作时需要按照配比混合聚氨酯和发泡剂,搭配一定量的催化剂、稳定剂,使混合物快速反应膨胀,与模具内壁相贴合。在该种工艺下得到的座椅填充层主要成分为聚氨酯发泡海绵,具有较为优质的气孔结构,密度小、质地轻 ,且柔软性和弹性均十分理想,可以达到吸震缓冲效果,符合人体工学原理,因此也被称为“记忆海绵层”。此外,这种贴合于座椅发泡表面的材料耐久性、耐磨性表现也是较为出色的,即便在较长的使用周期内,也能保证较好的使用体验,能够在提高乘坐舒适性的同时延长使用寿命,延缓汽车座椅的变形老化速度。
发泡本体
根据发泡反应条件不同,发泡本体又可以细分为热发泡和冷发泡,其中热发泡在欧洲汽车制造行业中较为多用,操作时需要将混合料倒入模具,并且在220~250 ℃环境下进行固化处理,使混合物形成富有弹性的固化发泡结构,脱模后套面层做好连接,制成可供使用的成品座椅。热发泡制成的座椅耐热性较好,在高温环境下老化速度较慢,但能耗相对较大。冷发泡则是我国汽车制造过程中较为常见的方法,现有的生产线体系较为完善。应用时需要先对模具进行加温,然后浇筑PU混合料进行脱模即可。与热发泡技术相比,该技术的能耗水平相对较低,经济效益更加可观,但生产线中需要增加模温机、破泡机等,设备系统较为复杂。
汽车座椅塌陷与发泡性能之间的关系
不同发泡下的永久变形率表现
为验证汽车座椅塌陷程度与发泡性能之间的关系,设计了专项研究试验。在永久变形率试验中,主要设置了四个组别,以模拟汽车座椅不同工作环境。A组别模拟湿热环境,试验温度50 ℃,湿度95%;B组别模拟干热环境,试验温度70 ℃,湿度50%;C组别模拟常温环境,试验温度23 ℃,湿度50%;D组别模拟低温环境,试验温度-30 ℃,湿度50%。样件编号为 1#至 4#,其中 1#采用低硬度发泡方式,发泡材料密度控制在45 kg/m 3 ;2#采用高硬度发泡方式,密度同样为45 kg/m 3 ;3#样件采用低硬度发泡方式,密度控制在70 kg/m 3 ;4#样件采用高硬度发泡方式,密度为 70 kg/m 3 。四组样件的尺寸均为 100 cm×100 cm×50 cm,试验前统一测量样件的高度。然后将样件压缩至75%,并放置在不同温湿度环境中进行试验,存放满24 h之后取出,重测高度,并计算得出永久变形率,计算方法为(初始高度-变形后高度)/初始厚度×100%。具体的试验结果见表1。
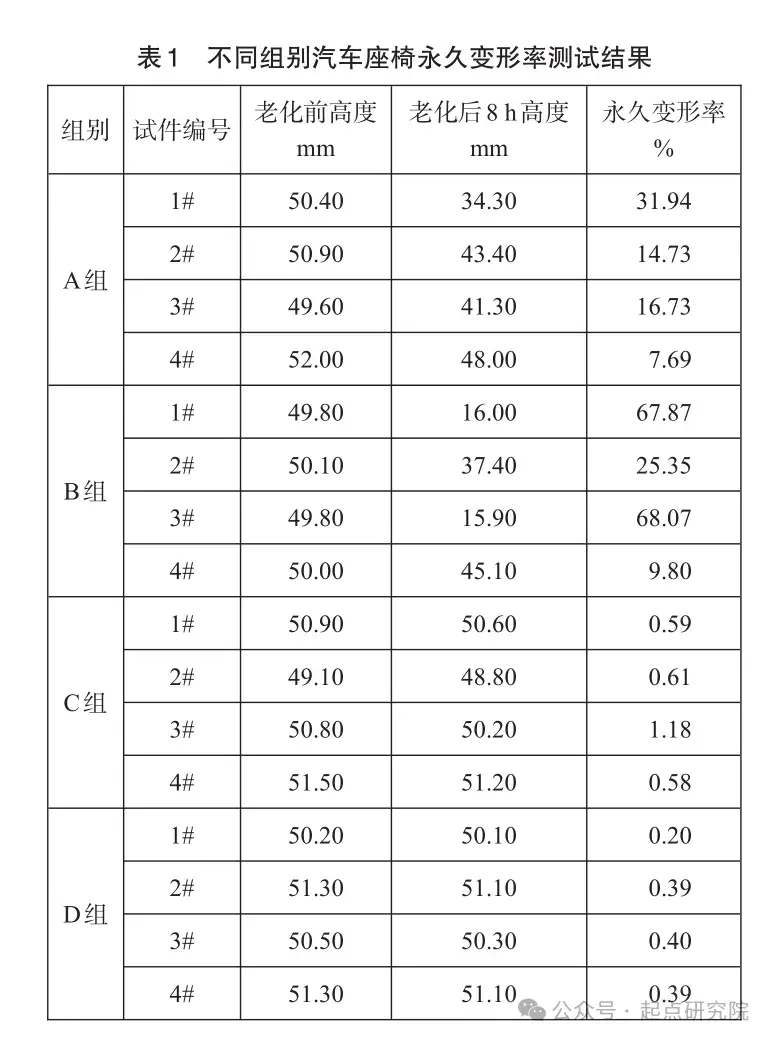
从试验结果看,四个组别中D组座椅的平均永久变形率最低,说明低温环境下座椅变形老化速度相对较慢,而B组干热环境下发泡材料的平均永久变形率最高,可能是因为高温环境破坏了发泡材料原有的稳定结构,造成其中水分散失,降低了材料的回弹能力,使得永久变形率有所上升。从材料制作工艺角度看,A组湿热环境下,1#低硬度、低密度发泡方式的永久变形率最高,4#高硬度、高密度发泡方式永久变形率最低。分析发现,可能是因为相同尺寸下,1#材料的内部结构更加疏松,压缩之后本身的回弹能力较弱,再加上湿热环境影响,样件的固化能力有所不足,部分材料甚至黏附在一起,导致了永久变形率的提升。在B组干热环境下,1#和3#样件的永久变形率相对较高,均超过了65%,而4#样件的永久变形率最低,因为高硬度、高密度发泡方式之下材料的内部结构更加致密,受压后内部回弹膨胀应力较高,高度损失也会相应缩小,其次是2#高硬度发泡方式,虽然其密度较低,但发泡剂、催化剂等的加入会增加微观分子之间的粘附力和连接能力,增强其抵御载荷、防止变形的能力水平。C组和D组之中1#至4#样件的永久变形率基本维持在1%上下,整体的差异不大。这些试验数据说明,高温(50 ℃+)、高湿下(70+)环境下,长期受压的发泡的永久变形率会增大,出现座椅塌陷的现象,而低温和室温环境下,座椅的永久变形相对较小。且高硬度、高密度对湿热后的发泡变形有一定的优化作用;其他参数与耐久后发泡塌陷相关性不强。在汽车座椅发泡工艺应用时,可以适当提高发泡硬度、密度来优化耐久度。考虑到高硬度发泡可能会损伤舒适性,还可以优化调整工艺方案,在乘坐区域采用低硬度发泡方式,支撑区域采用高硬度发泡方式,中间设置隔料槽、增加嵌入件等,在缩小永久变形率的同时,提高座椅耐久度。
不同发泡下的坐垫及靠背弹簧测试结果
除永久变形率测试外,本次研究还进行了坐垫和靠背弹簧的性能测试,主要的测试仪器为座椅静荷重试验机、激光标线仪、旋转平台、角度仪,主要测试材料为Φ50 mm压头,以及尺寸为250 mm×350 mm×5mm的坐垫样件,样件采用4种不同发泡方式,具体参数同2.1。测试的主要目的是模拟人体乘坐位置和载荷作用场景,客观评估不同发泡条件下坐垫、靠背的变形表现。为达成该目标,试验开始前要准确计算和标记出载荷作用点、数据测量点,为后续测量操作提供支持。
先将座椅骨架固定在定位夹具之上,参照设计方案,将座椅调到适宜的基准状态。测试数据主要通过激光标线仪采集,所以要将仪器十字光标与座椅REC测试按中心对齐,方便仪器识别目标、采集数据。接着根据人体乘坐习惯,找到躯干线、大腿线的交叉点,即H.P点,重新调节激光标线仪状态,通过摇动把手的方式对准H.P点。借助激光标线仪投影出红线 ,找到红线与座椅中轴线之间的交点,标记为b点,向上移动35 mm标记出a点。将座椅固定在旋转平台之上,并以b点为基准调节座椅角度,直至b点处于水平状态。
调节准备结束后,即可进行模拟测验。调整静荷重试验机压头,确保其中心点与标记好的施压点a对齐,然后放置待测试样品,调节静荷参数值350 N,加载速度控制在200 mm/min进行试验。为确保测验仪器运行状态良好,操作时可以采用5 N初始载荷参数进行预压,其间数据无须记录,卸载后正式测验,记录相关的测试结果。完成后更改负荷至200 N,记录a点和b点的挠量。靠背测试时,座椅固定调节方法相同,但需要以H.P点为中心,沿Torsoline方向垂直粘贴美纹纸,并间隔50 mm标记出多个测量点,完成数据的采集。
结果显示:4#坐垫的塌陷情况最为轻微,2#坐垫次之,1#和 3#坐垫塌陷最为严重,塌陷深度在 2~3mm,且测试点中心塌陷量最大,向外逐渐减少。靠背弹簧测验中,1#靠背的发泡结构受到损伤,局部弹簧露出,可能是因为低密度、低硬度发泡方式下,内部结构支撑能力不足,在压缩的同时结构遭到破坏,进而带来露出情况。3#样件的硬度较小,变形量相对较大,但由于密度足够,并未出现弹簧露出的状况。4#靠背塌陷最少,但硬度过大可能会降低舒适度,2#靠背硬度大,但密度相对较小,仅出现了轻微的塌陷。
汽车座椅塌陷预防方法及发泡性能优化方法
座椅塌陷预防方法
从前述分析中可以发现,高硬度发泡方式的应用能够在一定程度上改善汽车座椅材料性能,降低其永久变形率,同时延长座椅、靠背等的使用寿命。但发泡材料硬度过大又会导致乘坐舒适性下降,因此在改良发泡技术的同时,还要探索切实可行的座椅塌陷预防方式。可以从以下两方面入手展开研究。
(1)座椅弹簧优化设计。坐垫塌陷的主要原因是疲劳颠簸,在车辆行驶颠簸过程中,产生的冲击力可以达到人体自重的3倍以上 ,弹簧设计时可以将其作为参考值,优化选择弹簧材料,调整弹簧钢丝的直径,确保弹簧能够承受 2 250 N 以上的载荷 (假设乘坐人体重 75kg)。
(2)座椅钢丝结构优化设计。钢丝结构与骨架连接不合理同样是导致座椅塌陷的重要原因,连接部分滑移之后,座椅局部失去支撑,很容易带来塌陷状况。
因此设计制造时,要合理选择连接材料材质、长度等,提高钢丝结构固定性能,降低座椅塌陷风险。
发泡配方/性能优化
发泡配方同样会影响到汽车座椅使用性能和耐久性能,因此防塌陷设计还需要积极地优化配方和原料,促进发泡性能的提升。常见的发泡原料主要为聚氨酯,其中的多元醇柔韧性较强,可以改善发泡材料的回弹率,具体种类包含聚醚多元醇、聚酯多元醇等。异氰酸酯则是参与发泡反应的关键成分,可选项包含TDI和MDI,要结合实际情况进行种类搭配和比例调整。同时,不同聚氨酯原料中,使用的扩链剂同样存在差异,该种物质能够有效延长分子链长度,改善泡沫的均匀性和稳固性,可选种类有乙二醇、丙二醇等。
发泡剂、催化剂也会直接参与到汽车座椅的发泡制作中来,可以促进原料膨胀,缩短发泡时间。汽车座椅实际设计制造过程中,要科学把握不同成分的性质、特点,通过平行试验和对比试验的设计确定最佳配比,保证汽车座椅乘坐舒适性、安全性的提升,保证座椅使用寿命的延长。
结论
发泡工艺直接影响汽车乘坐者的使用体验,实践中务必要给予充分重视。汽车企业要深入研究和把握不同发泡技术的特征和优缺点,结合汽车品牌定位和受众需求、经济成本,选择适宜的发泡工艺种类。试验表明,汽车座椅塌陷与发泡性能之间具有相关性,因此应了解不同发泡条件下,座椅的永久变形率表现、坐垫及靠背弹簧性能表现等,在充分掌握量化数据的前提下进行座椅弹簧、座椅钢丝结构的设计,科学调整发泡配方及比例,为汽车座椅质量的提升奠定坚实基础。



编辑推荐




最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
