




 广告
广告





















































高性能驱动电机及关键材料技术—金属橡胶铁芯

为推动电动汽车关键共性技术发展,服务于成员单位技术研发需求,自成立以来,联盟一直持续开展整车及关键零部件前沿、共性技术研究工作,形成了大批研究成果,推动了电动汽车产业技术创新和进步。2023联盟共立项共性技术课题22项,为推动课题交流和成果共享,联盟将持续发布在研课题研究进展和成果,最大化发挥课题研究价值。
高性能驱动电机及关键材料技术—金属橡胶铁芯
01、研究目的
“高性能驱动电机及关键材料技术——金属橡胶铁芯”课题由内蒙古工业大学郝慧荣教授承担,面向新能源汽车电机效率提升和轻量化目标,率先提出采用金属橡胶替换电机铁芯。课题基于分形算法,给出了快速金属橡胶铁芯几何3D建模方法;完成金属橡胶铁芯制备,与电机样机设计与加工;利用电磁仿真和实验测试相结合的手段,研究金属橡胶铁芯及其电机样机电磁学、力学、热学等性能。课题的相关成果为“金属橡胶铁芯高性能驱动电机”未来可预期的工程化应用,提供了技术支持与可行性依据。
02、研究进展与阶段性成果
Peano分形曲线轨迹与金属橡胶内部金属丝螺旋卷中心线的编织缠绕路径近似。课题基于分形算法,给出了快速金属橡胶铁芯几何3D建模方法:通过对Peano曲线的横纵坐标进行比例缩放实现螺旋卷缠绕角度的表征;改进曲线生成路径模拟实际制备工艺中的螺旋卷编织缠绕路径;引入相关制备参数,用于建立金属橡胶参数化模型,如图1所示。所建的金属橡胶3D模型可用于金属橡胶力学、电磁学等性能的有限元分析,如图2、3所示。
图1 螺旋卷中心线结构的Peano算法及基于分形的金属橡胶3D建模流程
图2 金属橡胶成型数值力学模拟过程
图3 磁场垂直方向金属橡胶内部磁场变化图
(二)金属橡胶铁芯制备与电机样机设计与加工
金属橡胶材料作为一种新型多孔材料,相比于其它几种金属多孔材料,如金属泡沫、金属基纳米复合材料、金属纤维烧结、晶格结构和编制丝,金属橡胶的优势在于可以通过相对简单的制造工艺链、较低的成本生产制备。其制备过程一般包括:金属丝材的选择(牌号和直径)、螺旋卷制备以及定螺距拉伸、采用螺旋卷的编织或缠绕制作毛坯、冷冲压成型以及后处理,其制备工艺流程图4所示。
图4 金属橡胶制备工艺流程
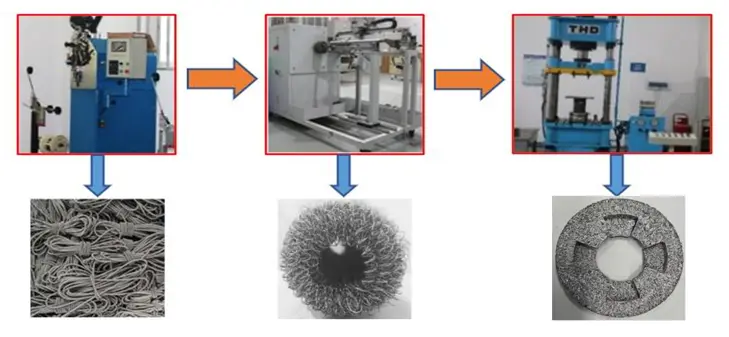
图5 金属橡胶构件制备生产设备及一般工艺流程
图5给出了金属橡胶构件制备的典型关键生产设备,包括制备螺旋卷的卷丝机、毛坯缠绕机、成型冲压机。它的制造工艺可分为以下步骤:选用细金属丝(选择材料牌号、丝径);
金属丝用缠绕制成螺旋卷(选择螺旋卷直径);将金属丝螺旋卷制备冲压毛坯(选择某种编织工艺);将毛坯冲压形成几何形状、尺寸一定的构件(设计模具、成型压力);将成型构件后处理,如回火、电流烧结、去(加)磁、硫化、镀锌等等。
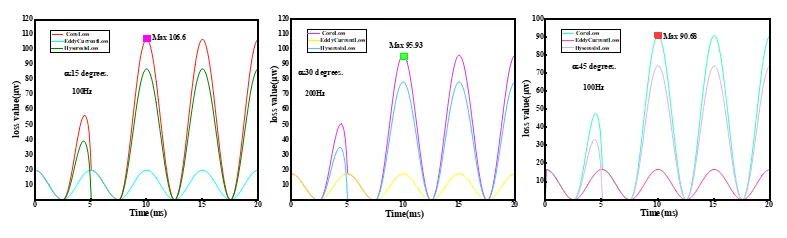
图6 测试设备与样机
(三)金属橡胶铁芯的电磁分析
如图7所示假设金属橡胶内部为均匀结构且分层叠加方便分析计算,磁场经过金属橡胶内部结构时,其内部的多孔结构的排列,会让大涡流变为小涡流,螺旋结构之间会产生对抗场,最后穿过多孔结构产生另一面的非均匀磁通密度,铁芯产生的损耗以热量的方式表现。
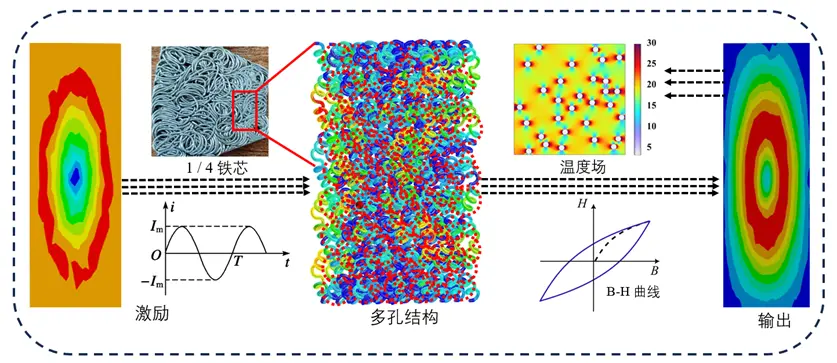
图7 金属橡胶磁场传播过程示意图
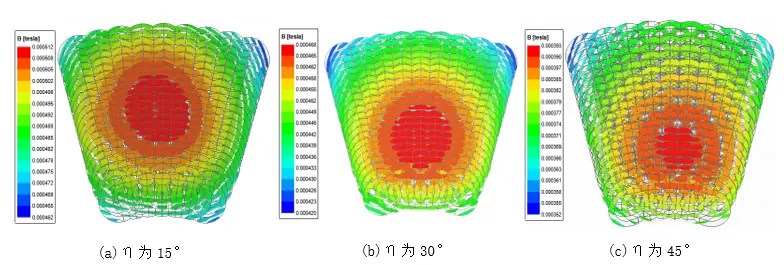
图8 磁感应强度分布
频率为100Hz,时间为20ms时三个仿真模型的磁感应强度分布,η为螺旋卷水平方向与载荷方向的夹角。在η为15°的模型,整体磁感应强度明显高于其他两个模型,螺旋卷与载荷方向的夹角越小,孔隙越小,相对密度越大。随着相对密度的增大,磁畴重新排列的阻力减少,磁畴可以更容易地响应外加磁场,从而提高磁化效率,导致磁感应强度随之增大,与相对η为30°时相比提升0.000044T,与相对η为45°时相比提升0.000119T。在多孔结构中,这种涡流的增加会因材料的绝缘性和几何形状而有所缓解,因此整体上仍表现为磁感应强度增加。
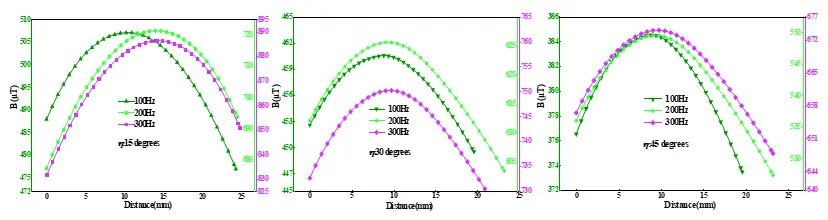
图9 仿真结构表面场强分布
从上图中得出多孔材料由于其孔隙的存在,磁通会在材料的表面和孔隙周围集中。这种现象类似于电场中电场线在尖端或狭小区域集中,磁场也会倾向于在孔隙周围的磁性区域集中。这使得在相对密度大的多孔材料中,材料表面的磁通密度增大,从而导致磁感应强度增大。
图10 金属橡胶铁芯模型不同频率时铁损变化
从图10得出在相对密度大的多孔材料中,孔隙率低,孔隙较少,但仍有少量孔隙存在,这些孔隙会造成磁通在材料表面集中的现象,导致表面的磁感应强度增大。而在固体材料中,磁场均匀分布,磁通并不会集中在某一区域,导致表面磁感应强度相对较小。随着励磁电流频率增加,磁通密度和磁场强度均增大且变化趋势接近。
(四)金属橡胶铁芯的力学分析
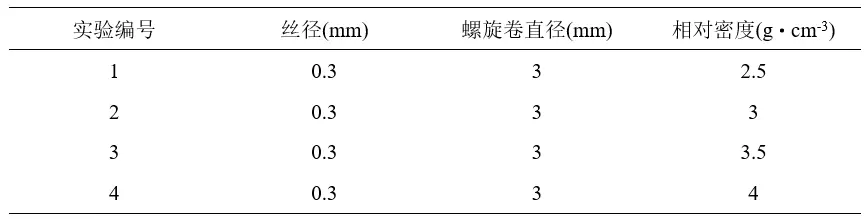
为了研究金属橡胶相对密度对力学性能的影响,本研究以两大一小为一组,选择作为铁丝制备金属橡胶的材料,采用控制变量法,在保持丝材、丝径及外形尺寸等结构参数不变的条件下,试制了如表1所示的4组相对密度不同的金属橡胶铁芯,并进行准静态压缩实验。每次加载结束后卸载载荷,静置5分钟,以确保金属橡胶铁芯中的金属丝恢复到自由状态。为确保实验的准确性和稳定性,每次实验重复测试3次,并取平均值。由于实验是通过在中间的连接板上施加向下的载荷,因此主要变形发生在下部的高密度金属橡胶铁芯。
表1 金属橡胶缓冲圆环参数
Tab.4-3 MR buffer ring parameters
根据图11a所示的为四组不同相对密度的金属橡胶铁芯在准静态压缩实验测量的力-位移曲线,可以观察到:金属橡胶铁芯随相对密度的增加,力-位移曲线逐渐向刚度增大的方向偏移,非线性弹性模量增加。在相同载荷条件下,相对密度越大,金属橡胶的硬特性越明显。这是由于相对密度越大,内部金属丝之间的孔隙越小,其自由活动的空间就越小,金属丝之间的挤压越明显,导致硬特性效果越明显。
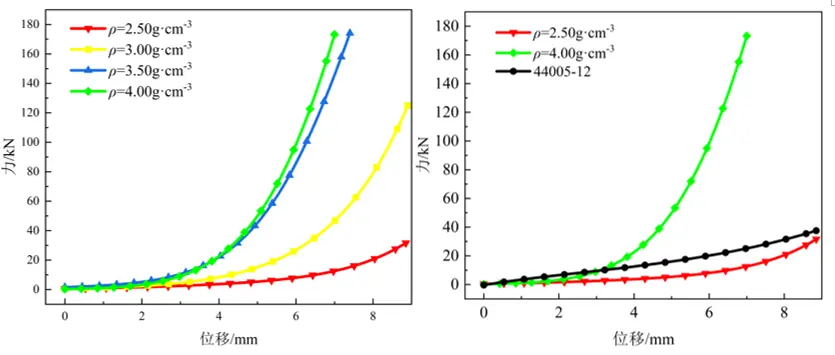
通过将实验结果与金属橡胶铁芯的轴向压缩曲线对比,如图11b所示,可以发现金属橡胶铁芯的力位移曲线处于相对密度在2.5 ~ 4g·cm-3范围内金属橡胶铁芯力位移曲线之间,表明在力学性能方面,该相对密度范围内存在可以替换该型号金属橡胶铁芯,为设计和优化电机铁芯性能提供了参考。
在实际工程应用中,当电机运行时会产生振动,这种持续的振动会影响电机的使用寿命。因此,为了观察金属橡胶铁芯随工作时间延长的衰减规律,本课题做了循环加载实验来研究金属橡胶铁芯试件承受循环载荷时的耗能情况。选用相对密度为2.5g·cm-3的金属橡胶铁芯分别进行1万、2万、4万次的循环加载实验,其实验结果如图11所示。
表4-5 各实验组的拟合系数
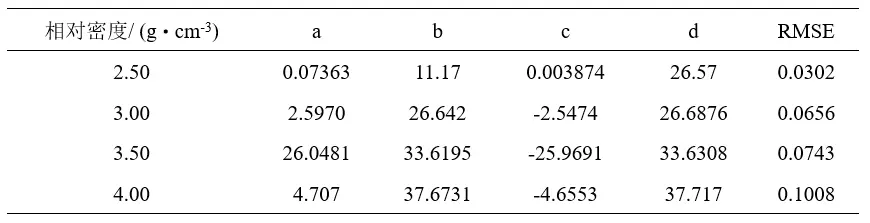
为了更好的观察不同相对密度下金属橡胶铁芯的力学性能,将四组真实应力应变曲线引入三维坐标系,并选用相对密度作为其中的一个坐标轴,如图12a所示。并使用Griddata插值方法进行曲面拟合,建立预测模型,如图12b所示。
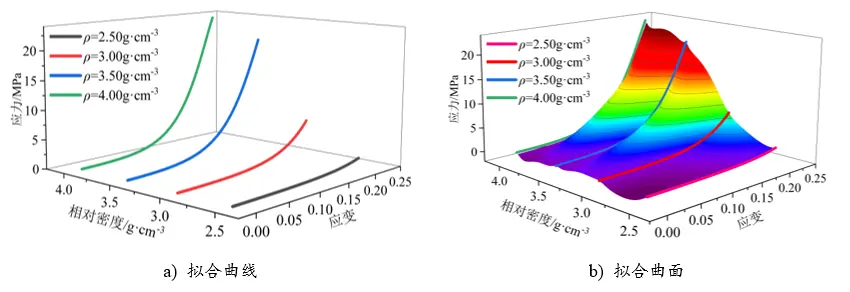
图12 金属橡胶铁芯真实应力应变曲线
从图12b中可以看出,直接对四组实验组曲线进行曲面拟合产生了异常的凸起或凹陷。这可能是因为实验数据较少,且相对密度与之间的取值相对较大导致的。
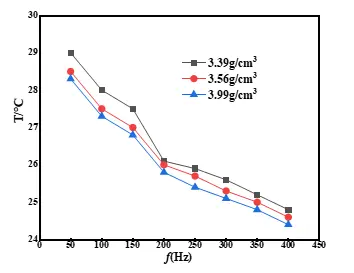
图13 不同循环加载次数的力-位移曲线
从图13可以发现,随着循环加载次数增加,金属橡胶铁芯更早的进入软特性阶段,并且加载曲线和卸载曲线所围成的面积逐渐减小,其循环面积随迭代次数的变化如表2所示。
表2 金属橡胶铁芯试件不同循环加载次数的迟滞面积

从表格可以看出,随着循环加载次数的增加,金属橡胶铁芯的迟滞曲线所围成的面积衰减得很快,这表明金属橡胶铁芯的减振性能随着循环加载次数的增加而降低。到4万次的时的加载和卸载曲线基本重合,此时可以认为金属橡胶铁芯不再具备减振性能,处于失效模式。
(五)金属橡胶铁芯的热学分析
制成三种同体积,相对密度不同的金属橡胶铁芯,分别为C1:3.39g/cm3,82.13g;C2:3.39g/cm3,86.25g;C3:3.39g/cm3,96.67g。通过程控变频电源和红外测试仪测试电机稳定运转时铁芯的损耗和温度变化。
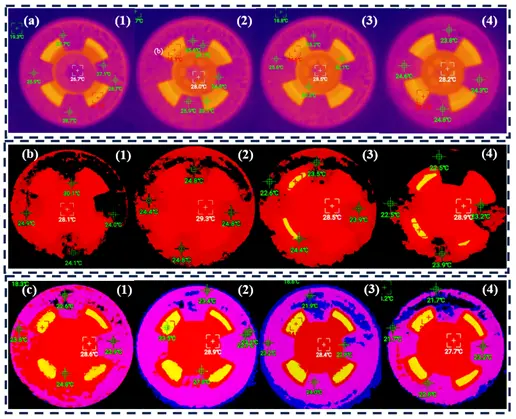
图 14 C1(a)、C2(b)和C3(c)在0-400Hz下的铁芯表面的温度变化
图15 三种铁芯在不同频率下的温度变化
如图14和图15所示金属橡胶铁芯随着相对密度的增大,孔隙率也降低,其热量主要通过孔隙传播,在电机运转过程中,铁芯的损耗主要通过热量的形式消失。随着相对密度的增加其表面温度很难通过孔隙传播到另一面,所以其温度随着相对密度的增加不断的下降。
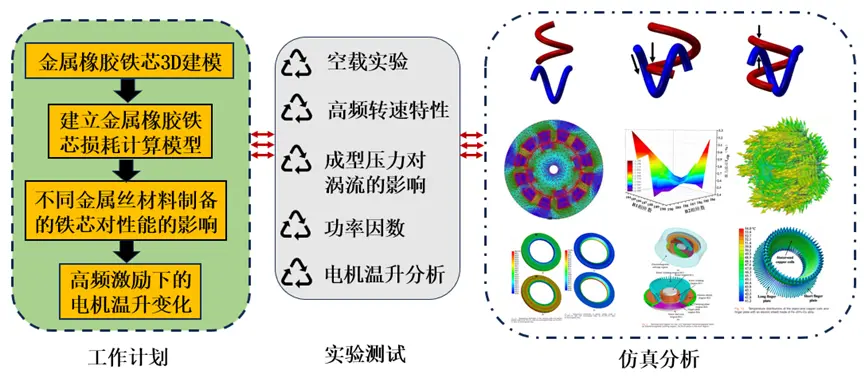
03、下一步工作计划



编辑推荐




最新资讯
-
中汽中心工程院能量流测试设备上线全新专家
2025-04-03 08:46
-
上新|AutoHawk Extreme 横空出世-新一代实
2025-04-03 08:42
-
「智能座椅」东风日产N7为何敢称“百万级大
2025-04-03 08:31
-
基于加速度计补偿的俯仰角和路面坡度角估计
2025-04-03 08:30
-
《北京市自动驾驶汽车条例》正式实施 L3级
2025-04-02 20:23
