




 广告
广告





















































标准立项 | 《铝合金螺柱焊接性能要求及试验方法》

由汽车轻量化技术创新战略联盟提出,国汽轻量化(江苏)汽车技术有限公司牵头的《铝合金螺柱焊接性能要求及试验方法》CSAE标准已按《中国汽车工程学会标准(CSAE)制修订管理办法》有关规定通过立项审查,现正式列入中国汽车工程学会标准研制计划,起草任务书编号为:2024-087。
标准研制背景及意义
随着汽车轻量化需求的提升,铝合金在车身上得到越来越多的应用。在车身设计中,铝合金螺柱焊接具有快速可靠、操作简单、低成本等优势,这种接连在白车身中随处可见。由于铝的化学性质活泼,在空气中极易形成一层致密的氧化铝膜,这层氧化膜熔点很高(约2050℃),而铝的熔点相对低(660℃)。在焊接过程中,氧化膜会阻碍螺柱与母材之间的良好熔合。如果不能有效去除氧化膜,容易出现虚焊现象,导致连接强度不足。所以对于铝合金螺柱焊,需要更严苛的质量控制,才能保证焊接强度要求。目前,铝合金螺柱焊的性能要求和检测方法仍不完善,主要体现在三个方面:(1)各整车和零部件企业对铝合金螺柱焊接的性能要求不完全相同,一定程度上影响了铝合金螺柱焊接技术在汽车制造中的规范化应用。
(2)由于铝的声学特性(如声速、衰减等)与其他金属不同,需要专门的检测设备,而且铝合金螺柱焊接接头的形状和结构特点也使得某些无损检测方法(如射线检测)的实施受到限制,难以准确检测出内部缺陷,而且无损检测成本(设备和人工)也比较高,所以进行铝合金螺柱焊接接头无损检测存在困难;
(3)现有的汽车焊接质量标准大多基于传统焊接工艺(如弧焊、点焊等)制定。铝合金螺柱焊接技术作为相对较新的工艺,其质量标准在一些方面还不够完善。例如,对于铝合金螺柱焊接接头的强度、疲劳性能等指标的评估标准,传统工艺的焊接质量标准可能无法完全适应铝合金螺柱焊接的特点,这给焊接质量的准确评估带来挑战。
因此,亟需建立铝合金螺柱焊接性能要求及试验方法,使得整车和零部件企业能够在统一的标准下对批量生产的车身进行质量抽样检查、符合性测试及生产过程进行监控,提高产品的合格率,保证装配效率和产品质量。标准研制主要内容
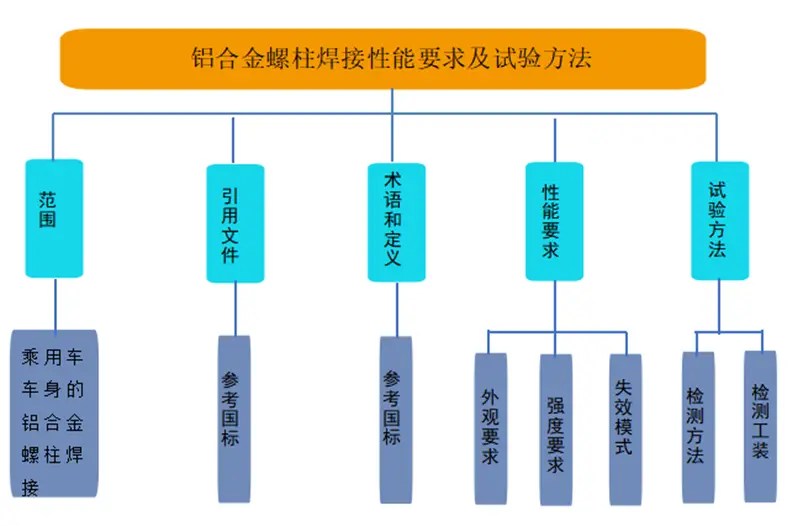
本标准规范了铝合金螺柱焊接接头的外观要求、接头强度要求以及失效模式类型,给出了采用扭矩扳手和专用的铝合金螺柱工装来测量铝合金螺柱焊接后的非破坏性扭矩(弯矩)和破坏扭矩(弯矩)的方法,通过测量值与标准要求值和失效模式进行比较,来判断铝合金螺柱焊接是否合格。
标准基本内容见图1。标准术语和定义基本沿用国标,性能要求、试验方法、试验工装等内容凸出铝合金螺柱焊接的技术特点。
参编单位征集 《铝合金螺柱焊接性能要求及试验方法》标准项目已启动参编申报,欢迎更多整车和零部件企业、高校和科研检测机构参与到标准研究和编制工作中,共同推动铝合金螺柱焊接质量提升。
如需加入标准起草工作组,可添加标准管理部联系人微信,申请加入工作组交流群,并在CSAE标准信息平台(http://csae.sae-china.org/)注册登记。



编辑推荐



最新资讯
-
曼恩和ABB成功测试基于以太网通信的电动重
2025-04-21 21:18
-
一文讲述汽车电子电气EEA架构
2025-04-21 20:58
-
中汽中心受邀参加中国消费品质量安全提升系
2025-04-21 20:57
-
标准解读 | 新版动力电池安全强标解读
2025-04-21 20:56
-
标准解读丨深圳地标《智能网联汽车自动驾驶
2025-04-21 20:54
