




 广告
广告





















































汽车行业机电模块的声学测试
2018-04-21 10:30:00· 来源:泛华测控

声音或表现为舒适的、典型的、或异常与混乱的。为了评估噪声信号的质量,必须对信号进行分组和明确的分类。评估信号的分类显然是主观的,但是基于计算模型,用于分类评估的客观特征是可以明确的。
不仅仅是听到什么,更重要的是感受到什么——力学机械的声音
在产品的生产制造过程中,用评估产品噪音来表征力学机械系统的品质,比以往更被重视。这种评估得出的结论可以用于描绘机械运动系统的同步性和装配质量。
声音或表现为舒适的、典型的、或异常与混乱的。为了评估噪声信号的质量,必须对信号进行分组和明确的分类。评估信号的分类显然是主观的,但是基于计算模型,用于分类评估的客观特征是可以明确的。
舒适的声音大部分是和谐的,低到几乎察觉不到。它们不被视为是异常的,并能与周围环境的声音融为一体。典型的声音突出于背景噪声水平之上,它们传达了部件良好运转的信息,同时也反映了产品性能。刺激性和破坏性的声音应该引起注意。这类声音可能是组件出现故障或功能不正常的反映,这类声音应该被避免。
典型和破坏性的声音主要发生在旋转机械部件中。马达或齿轮噪音都被归类为典型的声音,不稳定或突变的声音被认为是破坏性声音,即使这个声音很低。
声音的显示
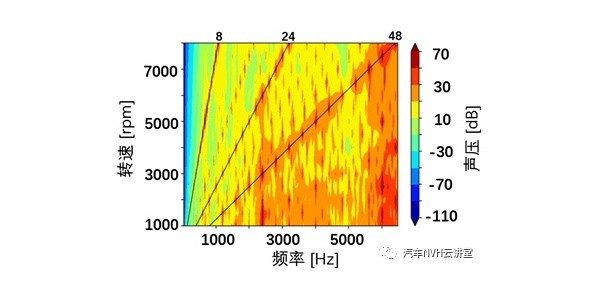
为了进行比较,需要对声音进行可视化。下面这两张彩图显示了频率强度随时间变化的情况。
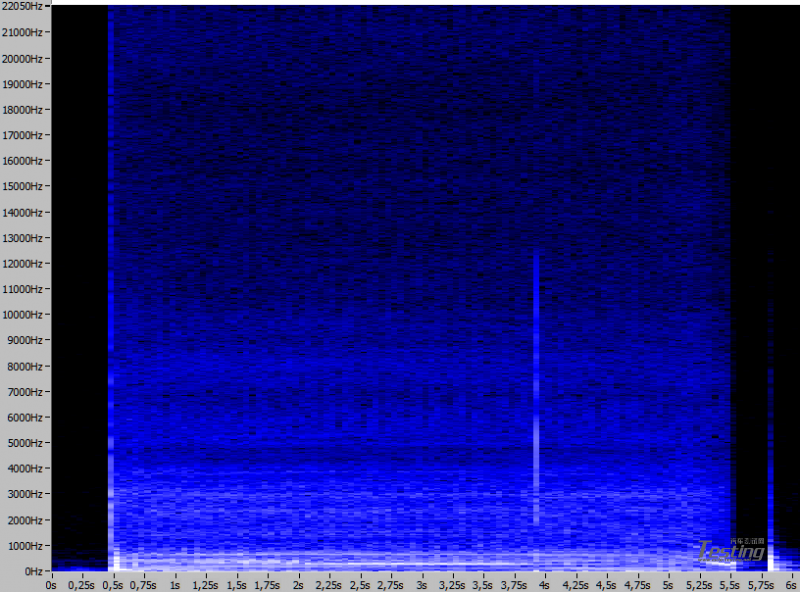
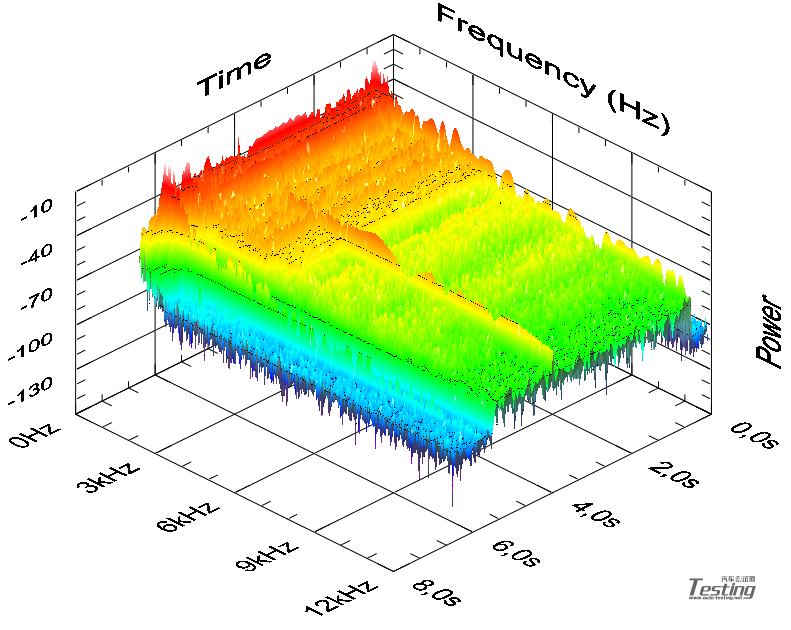
从技术的角度来看,声音通过传感器被转换成电信号,以便于做进一步处理。三维图谱显示了频率和幅值随时间变化的关系。从数学的角度来看,信号从时间上被分解成不同的片段,并且用快速傅立叶变换(FFT)确定每段的频率成分,这些频率成分在频谱图的上纵轴上显示,时间则在横轴上显示,显示的颜色根据确定的频率水平变化。其结果是呈现给定时间段内声音的三维图像。额外的三维谱图有助于快速浏览数据。
噪声的原理分类
首先,需要区分空气噪声和结构噪声,这两种噪声通过不同的介质以不同的方式传播。空气噪声主要来源于液体和气体材料中的压力变化,而结构噪声主要来源于固体中的机械振动。
人们在感知这两种声音时的方法也不同。空气噪声通过听觉感知,结构噪声通过触觉感知。诚然,也有例外,但这里不做考虑。
技术远瞻
如果噪音的特性被用来评估力学机械系统的品质,那进一步的问题是:最终产品的噪音特性是由客户在最终应用中评估,还是在生产过程中评估?
如果噪音特征是有争议的,那么只能通过空气噪声来复核。为此,必须在生产环境中用麦克风记录噪声。然而,在生产过程中,破坏性背景噪声会使空气噪声的评估失真,导致所需要的信号不能从背景噪声中被提取。为对声音做进一步分类隔离,屏蔽干扰信号(如:建立静音房)要更简单易行,但是这些额外的设备措施对于制造商来说是昂贵的,而且在生产线中的集成也存在困难
产品的声学舒适性可以通过空气噪声来检测。如果噪声是由某种产品配置导致的,那么产品的噪声就是可控的,或者说噪声低于某个特定的水平可以被测试到。通过识别异常,产品可以通过拆卸并重新集成的手段进行审核评估。
如果需要在生产线进行检测,那么结构噪声是最合适的。结构噪声特性的评价过程基本不受背景噪声的影响。然而,为了得到准确的读数,被测试的设备需要与外界环境做隔振处理,以消除外部振动的影响。
通过分析结构噪音信号,可以对各个单独组装步骤进行评估。可以从单个装配步骤的信号中得出结论,直至将问题定位到单个齿轮。从而可以不断改进生产线,降低不良品率。
记录
由于这两类噪声的物理原理不同,用于记录它们的传感器也不同。空气噪声主要使用麦克风记录,以测量空气压力的变化,而结构噪声的振动记录是使用非接触式激光传感器或附着在被测试设备上的结构噪声传感器。
选择正确的测试位置和安装方向以及正确特性配置的麦克风是准确读取空气噪声的关键。对于结构噪声,至关重要的是测试点在被测试设备上的位置选取。被测设备嫌疑振源的振动应以垂直的角度传递到接触式结构噪声传感器。
分析过程
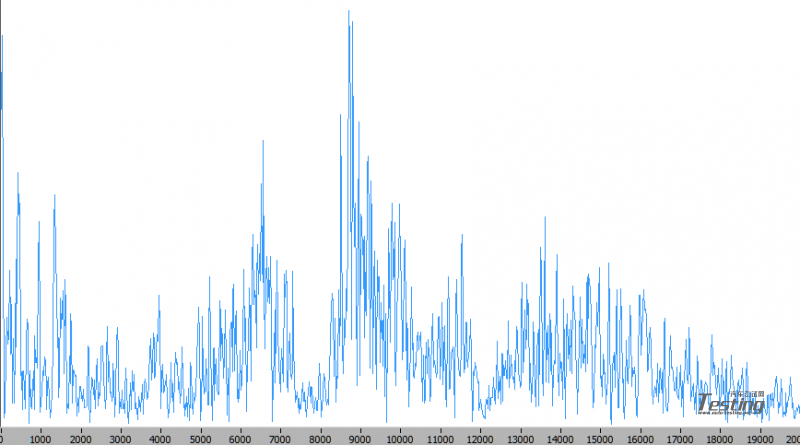
在频率范围内识别出显著频率,将它们结合起来或选出来用于分析。多种分析,如:频谱分析、基于快速傅立叶变换的倒频谱、倍频程或1/3倍频程分析、信号被分为不同频域进行分析,都属于频域分析。在整体测量中,结合了响度、节拍、粗糙度等进行陈述。
而在时间范围内,被关心的频率范围可以被过滤出来,甚至可以把限值和被测试设备上可能的旋转调节器的速度关联起来。因此,基于旋转频率,可采集更高的阶数。
信号包络的检测可以得出关于噪声上升和下降的结论。
不同特点的噪声,必须选择相应的分析方法。如果是一个稳定的噪声,那么可以使用频域分析。它可以识别明显的频率。相反,突变的噪音,如开裂、敲击等,则不适用于频域分析方法。因为每次出现的频率成分是不同的。在这种情况下需要使用时域分析。
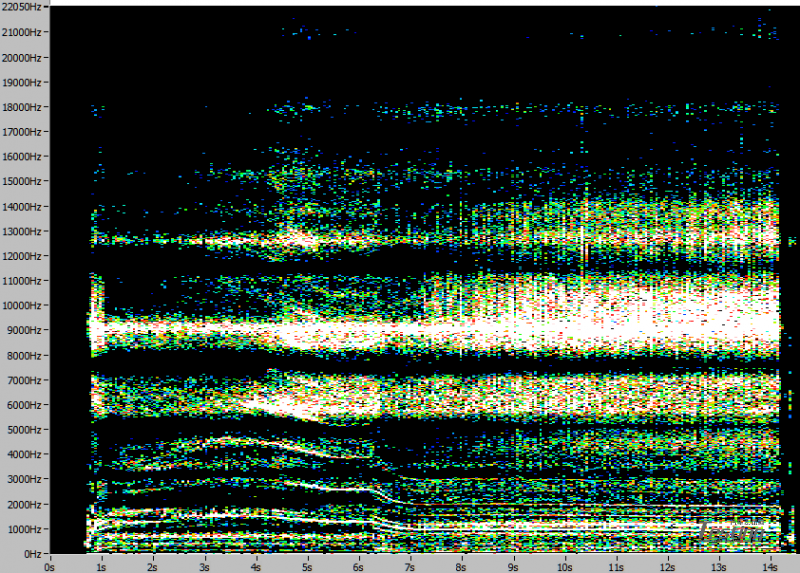
下方是在一台笔记本电脑键盘上重复打字时,结构噪声传感器采集到的声音图像(顶部频率范围,底部时间范围)。在测定压力点或噪声辐射时,频域分析并不是很具有优势,反而时域信号中却包含了关于按键的品质和噪声特征的信息。相反,在旋转机械系统的分析中,频域分析会有显著的结果。左下图是嘟嘟车的发动机回火过程的分析。在时域信号中(右下图),回火过程可以在信号中看到,但轴承损坏的信息并不能显示出来。因为这些信息只存在于转频为1.5khz/3khz/4.5khz的信号中。

评价
在容差范围的帮助下,分析的结果可以被控制。这些是基于多年的测量和经验值形成的,超过或低于极限的测试记录将被保存下来。
一旦记录完成,可使用定义的程序查看超出限制值的数量、级别和持续时间,判断被测件是否仍然良好或需要维修。通过这个程序,就可以描述被测件的整个噪声行为,生成有特定测试参数数值的质量报告。
声音分析系统CARoLINE (GOEPEL电子)
总结
在产品生产的质量报告中,噪声测试是必不可少的。空气噪声测试和结构噪声测试这两种方式各有优缺点。空气噪声测试方式更适用于评估人耳中听到的噪声。但如果产品的声波相对于背景噪声较小,生产环境中的背景噪声将会给空气噪声测试造成很大的影响,有用信息将无法从混乱的信号中分离出来。结构噪声非常适用于产线制造中,但却与人耳所感受到的不同。所以,工程师需根据不同的期望结果,选择不同的测试方式。
在产品的生产制造过程中,用评估产品噪音来表征力学机械系统的品质,比以往更被重视。这种评估得出的结论可以用于描绘机械运动系统的同步性和装配质量。
声音或表现为舒适的、典型的、或异常与混乱的。为了评估噪声信号的质量,必须对信号进行分组和明确的分类。评估信号的分类显然是主观的,但是基于计算模型,用于分类评估的客观特征是可以明确的。
舒适的声音大部分是和谐的,低到几乎察觉不到。它们不被视为是异常的,并能与周围环境的声音融为一体。典型的声音突出于背景噪声水平之上,它们传达了部件良好运转的信息,同时也反映了产品性能。刺激性和破坏性的声音应该引起注意。这类声音可能是组件出现故障或功能不正常的反映,这类声音应该被避免。
典型和破坏性的声音主要发生在旋转机械部件中。马达或齿轮噪音都被归类为典型的声音,不稳定或突变的声音被认为是破坏性声音,即使这个声音很低。
声音的显示
为了进行比较,需要对声音进行可视化。下面这两张彩图显示了频率强度随时间变化的情况。
从技术的角度来看,声音通过传感器被转换成电信号,以便于做进一步处理。三维图谱显示了频率和幅值随时间变化的关系。从数学的角度来看,信号从时间上被分解成不同的片段,并且用快速傅立叶变换(FFT)确定每段的频率成分,这些频率成分在频谱图的上纵轴上显示,时间则在横轴上显示,显示的颜色根据确定的频率水平变化。其结果是呈现给定时间段内声音的三维图像。额外的三维谱图有助于快速浏览数据。
噪声的原理分类
首先,需要区分空气噪声和结构噪声,这两种噪声通过不同的介质以不同的方式传播。空气噪声主要来源于液体和气体材料中的压力变化,而结构噪声主要来源于固体中的机械振动。
人们在感知这两种声音时的方法也不同。空气噪声通过听觉感知,结构噪声通过触觉感知。诚然,也有例外,但这里不做考虑。
技术远瞻
如果噪音的特性被用来评估力学机械系统的品质,那进一步的问题是:最终产品的噪音特性是由客户在最终应用中评估,还是在生产过程中评估?
如果噪音特征是有争议的,那么只能通过空气噪声来复核。为此,必须在生产环境中用麦克风记录噪声。然而,在生产过程中,破坏性背景噪声会使空气噪声的评估失真,导致所需要的信号不能从背景噪声中被提取。为对声音做进一步分类隔离,屏蔽干扰信号(如:建立静音房)要更简单易行,但是这些额外的设备措施对于制造商来说是昂贵的,而且在生产线中的集成也存在困难
产品的声学舒适性可以通过空气噪声来检测。如果噪声是由某种产品配置导致的,那么产品的噪声就是可控的,或者说噪声低于某个特定的水平可以被测试到。通过识别异常,产品可以通过拆卸并重新集成的手段进行审核评估。
如果需要在生产线进行检测,那么结构噪声是最合适的。结构噪声特性的评价过程基本不受背景噪声的影响。然而,为了得到准确的读数,被测试的设备需要与外界环境做隔振处理,以消除外部振动的影响。
通过分析结构噪音信号,可以对各个单独组装步骤进行评估。可以从单个装配步骤的信号中得出结论,直至将问题定位到单个齿轮。从而可以不断改进生产线,降低不良品率。
记录
由于这两类噪声的物理原理不同,用于记录它们的传感器也不同。空气噪声主要使用麦克风记录,以测量空气压力的变化,而结构噪声的振动记录是使用非接触式激光传感器或附着在被测试设备上的结构噪声传感器。
选择正确的测试位置和安装方向以及正确特性配置的麦克风是准确读取空气噪声的关键。对于结构噪声,至关重要的是测试点在被测试设备上的位置选取。被测设备嫌疑振源的振动应以垂直的角度传递到接触式结构噪声传感器。
分析过程
在频率范围内识别出显著频率,将它们结合起来或选出来用于分析。多种分析,如:频谱分析、基于快速傅立叶变换的倒频谱、倍频程或1/3倍频程分析、信号被分为不同频域进行分析,都属于频域分析。在整体测量中,结合了响度、节拍、粗糙度等进行陈述。
而在时间范围内,被关心的频率范围可以被过滤出来,甚至可以把限值和被测试设备上可能的旋转调节器的速度关联起来。因此,基于旋转频率,可采集更高的阶数。
信号包络的检测可以得出关于噪声上升和下降的结论。
不同特点的噪声,必须选择相应的分析方法。如果是一个稳定的噪声,那么可以使用频域分析。它可以识别明显的频率。相反,突变的噪音,如开裂、敲击等,则不适用于频域分析方法。因为每次出现的频率成分是不同的。在这种情况下需要使用时域分析。
下方是在一台笔记本电脑键盘上重复打字时,结构噪声传感器采集到的声音图像(顶部频率范围,底部时间范围)。在测定压力点或噪声辐射时,频域分析并不是很具有优势,反而时域信号中却包含了关于按键的品质和噪声特征的信息。相反,在旋转机械系统的分析中,频域分析会有显著的结果。左下图是嘟嘟车的发动机回火过程的分析。在时域信号中(右下图),回火过程可以在信号中看到,但轴承损坏的信息并不能显示出来。因为这些信息只存在于转频为1.5khz/3khz/4.5khz的信号中。
评价
在容差范围的帮助下,分析的结果可以被控制。这些是基于多年的测量和经验值形成的,超过或低于极限的测试记录将被保存下来。
一旦记录完成,可使用定义的程序查看超出限制值的数量、级别和持续时间,判断被测件是否仍然良好或需要维修。通过这个程序,就可以描述被测件的整个噪声行为,生成有特定测试参数数值的质量报告。
声音分析系统CARoLINE (GOEPEL电子)
总结
在产品生产的质量报告中,噪声测试是必不可少的。空气噪声测试和结构噪声测试这两种方式各有优缺点。空气噪声测试方式更适用于评估人耳中听到的噪声。但如果产品的声波相对于背景噪声较小,生产环境中的背景噪声将会给空气噪声测试造成很大的影响,有用信息将无法从混乱的信号中分离出来。结构噪声非常适用于产线制造中,但却与人耳所感受到的不同。所以,工程师需根据不同的期望结果,选择不同的测试方式。



最新资讯
-
全国汽车标准化技术委员会汽车节能分技术委
2025-04-18 17:34
-
我国联合牵头由DC/DC变换器供电的低压电气
2025-04-18 17:33
-
中国汽研牵头的首个ITU-T国际标准正式立项
2025-04-18 17:32
-
为什么要进行汽车以太网接收测试?汽车以太
2025-04-18 17:26
-
产品手册下载 | NI 全新USB数据采集-NI mio
2025-04-18 16:39
