




 广告
广告





















































新能源汽车动力电池Pack的气密性检测
2018-04-04 16:57:39· 来源:气密性检测

随着电动汽车的发展,动力电池Pack作为纯电动汽车的核心部件直接影响到整车的安全性。电池Pack的开发需要充分考虑多方面的因素,需要学习吸收国内外先进技术经验,对设计方案进行反复验证优化。因此就对电池箱体的强度、刚度、散热、防水、绝缘等设计要求很高,所以电池箱体的设计和密封性测试就显得至关重要。
随着电动汽车的发展,动力电池Pack作为纯电动汽车的核心部件直接影响到整车的安全性。电池Pack的开发需要充分考虑多方面的因素,需要学习吸收国内外先进技术经验,对设计方案进行反复验证优化。因此就对电池箱体的强度、刚度、散热、防水、绝缘等设计要求很高,所以电池箱体的设计和密封性测试就显得至关重要。随着Pack产量的的提高以及对Pack自动化生产的要求,简单的水检法变得越来越不实用,使用气密性检漏仪测试Pack气密性的方法获得越来越多人的信赖。
使用气密性测漏仪具有规律性强,可以做到数据追溯,一旦产品出现问题可以追溯到最开始出厂时的产品状态或数据,主观性很低,不依赖操作者等优点。
一.动力电池Pack气密性测试
目前主流的电池Pack气密性测试,主要的测试压力分为正压或负压,由于Pack本身材质较薄,所能承受的压力较小,所以一般情况下只能接受几Kpa或几十Kpa的测试压力,目前主流的是使用压差方法检测,整个测试节拍要在三分钟或五分钟,根据产品体积大小会有所不同。测试结果也一般是在100Pa或5ml/min左右。

压差法测试原理如上图所示,在测试回路中增加了更高精度的压差传感器,众所周知,传感器的精度是和传感器量程有关系的。压差法检测方法引入的压差传感器量程较小,一般为+-2kpa或者+-500pa,检测灵敏度提高到0.1pa,适合于电池微小泄漏的检测。压差法在实际应用中可以将参考口和测试口分别接参考容积和被测工件,在一定程度上抵消了产品受温度影响引起的压力波动误差,提高了测试结果稳定性。
然而在实际的实验过程中,一旦产品体积较大,接触空气表面的面积较大时,压差法就显得稳定性和重复性差一些。虽然我们可以使用相同产品作为对比件,但是由于电池Pack产品种类多差异大,一般客户也不会选择加装对比件的测试方法。因此越来越多的客户开始使用质量流量法来测试Pack的气密性。
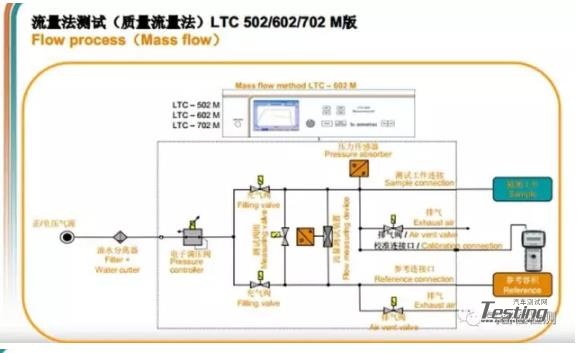

上图为质量流量法测试测试的原理和解析,质量流量法测试是利用质量流量传感器之间测试流量值,而压差法是测试压力变化(多少Pa)后通过伯努利方程换算到对应的泄漏量值。相较于于压差法,质量流量法有以下一些优点:
1.测试信号与被测容积的大小以及测试压力的高低无关
2.适合测试工件容积较大但允许泄漏值较小的工件
3.大气压力和温度对测量结果的影响较小,测量信号直接对应标准状态下的泄漏率。无需通过压力测量, 通过换算得出泄露率
4.添加快充后,可以缩短测试时间
5.由于对比件和测试件处在同一环境下,受环境影响较小
二.动力电池Pack找漏点应用
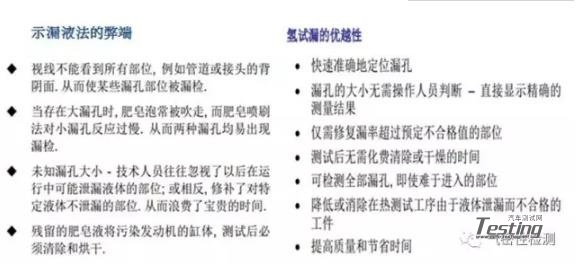
在我们测试完电池Pack后,一旦产品有泄露,那么我们就需要对产品今年进行返修,由于电池Pack体积较大,上下盖之间密封的地方很多,如果我们在按照以前示漏液法或沉水法去找产品漏点,效率会很低,非常不利于自动化生产。因此我们就需要一种更快更快捷的寻找产品漏点的方法。在这里要强烈推荐使用氮氢检漏仪去漏点的方法。
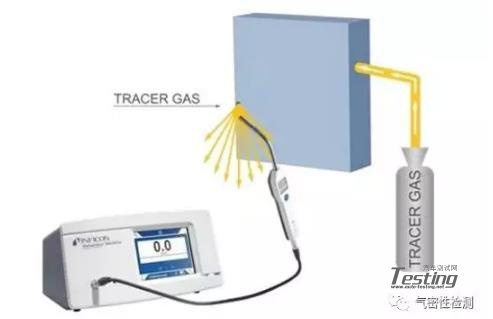
上图为某款仪器氮氢检漏原理,将包含 5% 氢气和 95% 氮气的混合气体充入系统内. 接着,用一个手持探沿着所有可疑的接头和组件的安装部位扫描寻找漏孔。当漏孔的漏率大于预置的不合格漏率值时, 将出现音响或视觉报警. 漏孔的大小可任何时间测量。而我们用于测试的气体是 5% 氢与 95% 氮的混合气体, 价格低廉, 非易燃性 (见 ISO 10156), 无毒和无环境问题. 氢具有独特的弥散特性, 可快速和均匀地充满试件, 并且可快速地清理测试区域, 允许测试件被连续测试而不会浪费时间。单台PACK测试完的时间小于60s。

三.动力电池Pack气密性测试封堵方法
在我们进行气密性测试时,需要对电池Pack的接插件进行密封处理,并且要在Pack找一个端口作为充气孔,通常情况下大家会选择防爆阀或者泄压阀口作为充气口来进行气密性测试。因此这就需要做一个简单的封堵工装,这个会根据客户的具体要求来进行定制。而对于接插件的的密封,由于目前大多数客户的测试还是半自动的状态,所以很多客户还是选择使用对接线端子手工打胶密封的方式来封堵,相信后续随着自动化要求的提高,很多客户也会选择使用自动化的气控封堵方案。

使用气密性测漏仪具有规律性强,可以做到数据追溯,一旦产品出现问题可以追溯到最开始出厂时的产品状态或数据,主观性很低,不依赖操作者等优点。
一.动力电池Pack气密性测试
目前主流的电池Pack气密性测试,主要的测试压力分为正压或负压,由于Pack本身材质较薄,所能承受的压力较小,所以一般情况下只能接受几Kpa或几十Kpa的测试压力,目前主流的是使用压差方法检测,整个测试节拍要在三分钟或五分钟,根据产品体积大小会有所不同。测试结果也一般是在100Pa或5ml/min左右。
压差法测试原理如上图所示,在测试回路中增加了更高精度的压差传感器,众所周知,传感器的精度是和传感器量程有关系的。压差法检测方法引入的压差传感器量程较小,一般为+-2kpa或者+-500pa,检测灵敏度提高到0.1pa,适合于电池微小泄漏的检测。压差法在实际应用中可以将参考口和测试口分别接参考容积和被测工件,在一定程度上抵消了产品受温度影响引起的压力波动误差,提高了测试结果稳定性。
然而在实际的实验过程中,一旦产品体积较大,接触空气表面的面积较大时,压差法就显得稳定性和重复性差一些。虽然我们可以使用相同产品作为对比件,但是由于电池Pack产品种类多差异大,一般客户也不会选择加装对比件的测试方法。因此越来越多的客户开始使用质量流量法来测试Pack的气密性。
上图为质量流量法测试测试的原理和解析,质量流量法测试是利用质量流量传感器之间测试流量值,而压差法是测试压力变化(多少Pa)后通过伯努利方程换算到对应的泄漏量值。相较于于压差法,质量流量法有以下一些优点:
1.测试信号与被测容积的大小以及测试压力的高低无关
2.适合测试工件容积较大但允许泄漏值较小的工件
3.大气压力和温度对测量结果的影响较小,测量信号直接对应标准状态下的泄漏率。无需通过压力测量, 通过换算得出泄露率
4.添加快充后,可以缩短测试时间
5.由于对比件和测试件处在同一环境下,受环境影响较小
二.动力电池Pack找漏点应用
在我们测试完电池Pack后,一旦产品有泄露,那么我们就需要对产品今年进行返修,由于电池Pack体积较大,上下盖之间密封的地方很多,如果我们在按照以前示漏液法或沉水法去找产品漏点,效率会很低,非常不利于自动化生产。因此我们就需要一种更快更快捷的寻找产品漏点的方法。在这里要强烈推荐使用氮氢检漏仪去漏点的方法。
上图为某款仪器氮氢检漏原理,将包含 5% 氢气和 95% 氮气的混合气体充入系统内. 接着,用一个手持探沿着所有可疑的接头和组件的安装部位扫描寻找漏孔。当漏孔的漏率大于预置的不合格漏率值时, 将出现音响或视觉报警. 漏孔的大小可任何时间测量。而我们用于测试的气体是 5% 氢与 95% 氮的混合气体, 价格低廉, 非易燃性 (见 ISO 10156), 无毒和无环境问题. 氢具有独特的弥散特性, 可快速和均匀地充满试件, 并且可快速地清理测试区域, 允许测试件被连续测试而不会浪费时间。单台PACK测试完的时间小于60s。
三.动力电池Pack气密性测试封堵方法
在我们进行气密性测试时,需要对电池Pack的接插件进行密封处理,并且要在Pack找一个端口作为充气孔,通常情况下大家会选择防爆阀或者泄压阀口作为充气口来进行气密性测试。因此这就需要做一个简单的封堵工装,这个会根据客户的具体要求来进行定制。而对于接插件的的密封,由于目前大多数客户的测试还是半自动的状态,所以很多客户还是选择使用对接线端子手工打胶密封的方式来封堵,相信后续随着自动化要求的提高,很多客户也会选择使用自动化的气控封堵方案。



编辑推荐




最新资讯
-
自动驾驶汽车测试关键行人场景生成
2025-04-23 17:12
-
R171.01对DCAS的要求⑧
2025-04-23 17:08
-
迄今为止最先进的版本:imc发布全新imc STU
2025-04-23 17:06
-
艾德克斯上海慕尼黑电子展圆满收官,展示测
2025-04-23 17:03
-
本田下一代燃料电池首次亮相北美
2025-04-23 16:49
