




 广告
广告





















































手制动阀失效模式分析及改进
2018-06-11 18:02:34· 来源:期刊—汽车实用技术

通过一套有效的方法,对售后重型卡车手阀失效件进行分析,找到零部件失效常见的故障原因,并推动零部件及系统的整改。
摘要:通过一套有效的方法,对售后重型卡车手阀失效件进行分析,找到零部件失效常见的故障原因,并推动零部件及系统的整改。
关键词:重型卡车;手阀;失效;整改
前言
重卡汽车经过几年的快速发展,市场的容量相对平稳,但重卡行业的激烈竞争却越演越烈。目前重卡行业在注重服务的同时,对汽车零部件的质量要求越来越高,提供零部件质量不仅可以提高客户满意度,而且对整个供应链成本的降低,以及提高市场竞争力起到重要作用,本文通过手阀为例,通过项目小组努力使手阀从2013年失效率从6%左右降低到2014年1%以下。
1、失效原因分析
为了找到根本原因,共采用了四个阶段,下面对四个阶段分析进行介绍。
1.1售后返回件统计分析阶段:该阀2013年上线数量为19655件,售后返回失效件数量为2505件,失效率高达12.7%,对售后2013年该型号手阀失效数据进行统计分析,统计结果如下图1所示。

通过售后问题描述,主要问题集中于漏气水/油,损坏,功能失效,原因不明,卡死发卡,密封不良。后进一步向售后人员确认,对描述中功能失效,原因不明,损坏大部分可以归类于漏气/水/油,卡死发卡,密封不良中。所以只要解决上诉三项就可以消除大部分问题。
1.2对售后返回件重新测试阶段:各取10件,分别做气密性试验及静态试验,其中3件气密性试验不合格,2件静态试验不合格,其他两项试验都能满足要求。随后对测试不合格件进行解剖,解剖结果如图2。

问题主要为:出气口锈迹严重;阀体内有泥沙,密封圈上沾满油污及颗粒状沙粒;铸造分型面处密封圈受损,阀体中有凝集树脂;阀体上毛刺未除净等。
1.3召集技术人员头脑风暴分析阶段:为了彻底解决并找到根本原因以及永久预防措施,以公司SQE为主导,召集公司技术人员,供方技术入员,现场解剖并通过头脑风暴及因果分析寻求下一步整改措施。如图3所示:

从人、机、料、法、环六个方面对可能的失效情况进行分析,并和供方按照前期分析情况制定重点改善项,并要求供方按照重点控制计划对自身现场进行审核。
1.4对供方现场进行二方审核阶段:随后组织技术,质量对供方现场进行审核,主要集中于原材料采购控制,现场工艺文件,工具工装,量具,测试设备,清洁过程,装配过程,测试过程,转序保护等分析可能的偏差,并要求供方按照PDCA对所提出的改善项,不符合项进行整改。
1.5前期分析总结:通过上诉工作及方法,对失效模式基本汇集如下:
a该阀为气制动阀,漏水/漏油以及阀体内有沙粒污物,说明系统供气清洁度差,发动机向压缩空气中有串油问题,空压机窜油量较大,造成干燥器工作负荷高;
b.干燥器排污口仅挨干燥器,油污易飞溅到千燥器造成千燥器工作环境较差;
C.进气管冷却不充分,造成水分不能清除干净;
d.供应商清洁度控制不严,部分表面毛刺未清除干净;
e.阀中零部件表面处理不满足要求;
f.密封结构设置不合理,树脂及工艺不合理;
2、整改措施及实施
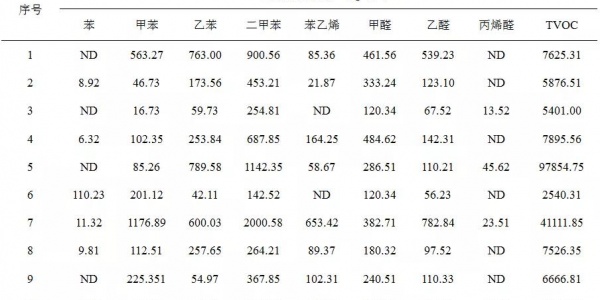
2.1针对串油/串水问题,系统中增加油水分离器,大大改善系统气体质量,通过试验分析,进入阀体的气体清洁度满足目标要求。如图4所示。

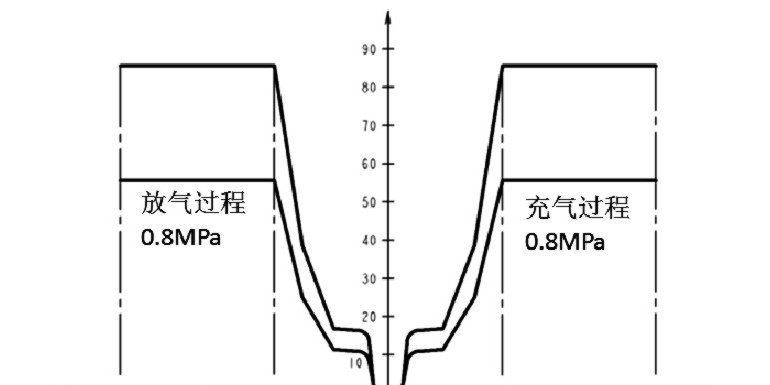
2.2为了改善串水问题,对管路设计进行改善,增加管路长度可以有效减低气体温度,使干燥器有效工作。如图5所示。另外,对干燥器排污口重新设计,使排污口不影响阀体工作性能。

2.3对阀体内所有润滑脂进行改进,由普通钾基脂更改为耐高温树脂,有效防止普通脂在长期工作过程中凝集现象对阀口堵死,延长了阀体寿命试验次数。
2.4提高阀体内挡圈,以及弹簧表面处理,全部采用达克罗处理,盐雾试验达到168小时以上,改善阀体内表面脱落、生锈等现象。防止阀工作时卡死问题。
2.5在阀体加工工艺中另外增加除毛刺工序,并要求增加超声波清洗设备,在工艺中增加清洗工序,提高内部清洁度。
2.6对连接上下阀体螺栓进行改进,严格控制扭矩要求。2.7为降低上阀盖与阀体部位漏气,重新设计上阀盖模具,使上盖结合面更加合理。将内部单槽密封,更改为迷宫密封,防止灰尘进入阀体。
3、效果分析
.jpg)
4、总结
通过一套有效方法,对重卡售后失效件进行分析,整改,发挥主机厂和供方集体智慧,共同改进。使供方参与主机厂的改进工作,降低售后赔偿,实现双赢。
来源:期刊—汽车实用技术
作者:贺 永 胜(陕 西 重 型 汽 车有 限 公 司)
关键词:重型卡车;手阀;失效;整改
前言
重卡汽车经过几年的快速发展,市场的容量相对平稳,但重卡行业的激烈竞争却越演越烈。目前重卡行业在注重服务的同时,对汽车零部件的质量要求越来越高,提供零部件质量不仅可以提高客户满意度,而且对整个供应链成本的降低,以及提高市场竞争力起到重要作用,本文通过手阀为例,通过项目小组努力使手阀从2013年失效率从6%左右降低到2014年1%以下。
1、失效原因分析
为了找到根本原因,共采用了四个阶段,下面对四个阶段分析进行介绍。
1.1售后返回件统计分析阶段:该阀2013年上线数量为19655件,售后返回失效件数量为2505件,失效率高达12.7%,对售后2013年该型号手阀失效数据进行统计分析,统计结果如下图1所示。
通过售后问题描述,主要问题集中于漏气水/油,损坏,功能失效,原因不明,卡死发卡,密封不良。后进一步向售后人员确认,对描述中功能失效,原因不明,损坏大部分可以归类于漏气/水/油,卡死发卡,密封不良中。所以只要解决上诉三项就可以消除大部分问题。
1.2对售后返回件重新测试阶段:各取10件,分别做气密性试验及静态试验,其中3件气密性试验不合格,2件静态试验不合格,其他两项试验都能满足要求。随后对测试不合格件进行解剖,解剖结果如图2。
问题主要为:出气口锈迹严重;阀体内有泥沙,密封圈上沾满油污及颗粒状沙粒;铸造分型面处密封圈受损,阀体中有凝集树脂;阀体上毛刺未除净等。
1.3召集技术人员头脑风暴分析阶段:为了彻底解决并找到根本原因以及永久预防措施,以公司SQE为主导,召集公司技术人员,供方技术入员,现场解剖并通过头脑风暴及因果分析寻求下一步整改措施。如图3所示:
从人、机、料、法、环六个方面对可能的失效情况进行分析,并和供方按照前期分析情况制定重点改善项,并要求供方按照重点控制计划对自身现场进行审核。
1.4对供方现场进行二方审核阶段:随后组织技术,质量对供方现场进行审核,主要集中于原材料采购控制,现场工艺文件,工具工装,量具,测试设备,清洁过程,装配过程,测试过程,转序保护等分析可能的偏差,并要求供方按照PDCA对所提出的改善项,不符合项进行整改。
1.5前期分析总结:通过上诉工作及方法,对失效模式基本汇集如下:
a该阀为气制动阀,漏水/漏油以及阀体内有沙粒污物,说明系统供气清洁度差,发动机向压缩空气中有串油问题,空压机窜油量较大,造成干燥器工作负荷高;
b.干燥器排污口仅挨干燥器,油污易飞溅到千燥器造成千燥器工作环境较差;
C.进气管冷却不充分,造成水分不能清除干净;
d.供应商清洁度控制不严,部分表面毛刺未清除干净;
e.阀中零部件表面处理不满足要求;
f.密封结构设置不合理,树脂及工艺不合理;
2、整改措施及实施
2.1针对串油/串水问题,系统中增加油水分离器,大大改善系统气体质量,通过试验分析,进入阀体的气体清洁度满足目标要求。如图4所示。
2.2为了改善串水问题,对管路设计进行改善,增加管路长度可以有效减低气体温度,使干燥器有效工作。如图5所示。另外,对干燥器排污口重新设计,使排污口不影响阀体工作性能。
2.3对阀体内所有润滑脂进行改进,由普通钾基脂更改为耐高温树脂,有效防止普通脂在长期工作过程中凝集现象对阀口堵死,延长了阀体寿命试验次数。
2.4提高阀体内挡圈,以及弹簧表面处理,全部采用达克罗处理,盐雾试验达到168小时以上,改善阀体内表面脱落、生锈等现象。防止阀工作时卡死问题。
2.5在阀体加工工艺中另外增加除毛刺工序,并要求增加超声波清洗设备,在工艺中增加清洗工序,提高内部清洁度。
2.6对连接上下阀体螺栓进行改进,严格控制扭矩要求。2.7为降低上阀盖与阀体部位漏气,重新设计上阀盖模具,使上盖结合面更加合理。将内部单槽密封,更改为迷宫密封,防止灰尘进入阀体。
3、效果分析
4、总结
通过一套有效方法,对重卡售后失效件进行分析,整改,发挥主机厂和供方集体智慧,共同改进。使供方参与主机厂的改进工作,降低售后赔偿,实现双赢。
来源:期刊—汽车实用技术
作者:贺 永 胜(陕 西 重 型 汽 车有 限 公 司)
- 下一篇:汽车电子产品可靠性环境试验要求
- 上一篇:电池安全测试(二)



最新资讯
-
全国汽车标准化技术委员会汽车节能分技术委
2025-04-18 17:34
-
我国联合牵头由DC/DC变换器供电的低压电气
2025-04-18 17:33
-
中国汽研牵头的首个ITU-T国际标准正式立项
2025-04-18 17:32
-
为什么要进行汽车以太网接收测试?汽车以太
2025-04-18 17:26
-
产品手册下载 | NI 全新USB数据采集-NI mio
2025-04-18 16:39
