




 广告
广告





















































低密度聚丙烯材料在商用车轻量化应用开发
2018-09-21 17:43:56· 来源:代玉堂,杨汐 汽车实用技术杂志社

从图中可以看出,两种增强的聚丙烯材料的熔融温度都在177℃;特殊偶联剂增强的聚丙烯的分解温度在481℃,比普通滑石粉增强的聚丙烯的分解温度提高约14℃。这说明虽然降低滑石粉的含量,但通过提高滑石粉和聚丙烯基材的结合力,使PP+POE-T10的热老化性能优于PP+EPDM-T20。
把材料注塑成标准样条,进行力学测试, 通过特殊处理的滑石粉增强和POE增韧的聚丙烯在拉伸强度、弯曲强度和缺口冲击均能够满足通用门板的技术要求。且密度比常用的PP+EPDM-T20低近10%,见表2。
表2 力学性能测试
|
测试项目
|
PP+EPDM-T20
|
PP+POE-T10
|
常规门板要求
|
|
密度(g/cm3)
|
1.06
|
0.96
|
1.03±0.03
|
|
拉伸强度(MPa)
|
18
|
20
|
17
|
|
弯曲模量(MPa)
|
1800
|
1750
|
1700
|
|
缺口冲击强度(-30℃, kj/m2)
|
4.2
|
3
|
2.8
|
|
缺口冲击强度(23℃, kj/m2)
|
36
|
25
|
25
|
|
收缩率(%)
|
1.0-1.2
|
0.9-1.0
|
1.0±0.1
|
综上所述,通过用10%特殊表面改性的滑石粉增强、POE增韧的低密度PP+POE-T10材料通过材料级测试性能优于PP+EPDM-T20,可以满足通用门板的力学、热学性能要求。
2 零件级耐久测试
利用开发的材料在现有的模具和注塑设备上制作结构复杂的SK81前门内饰板,注塑样件尺寸和外观良好,实现8.9%减重效果(见图5)。
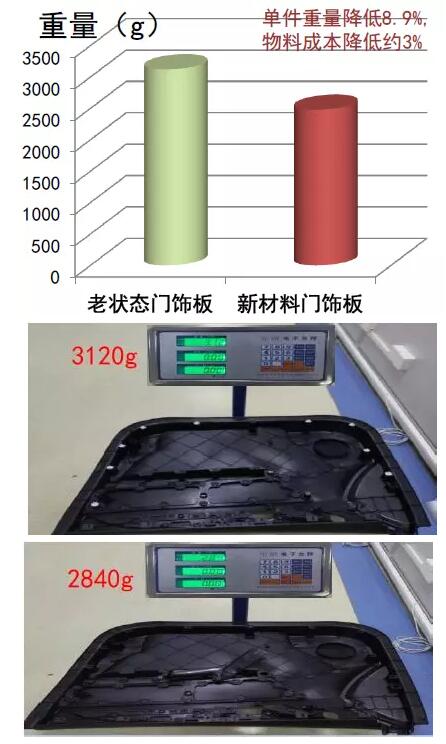
图5新老状态门板重量对比
为简化实验,注塑SV71洗涤液盖板,注塑样件尺寸和外观良好。首先进行安装拉托力对比测试,新开发的注塑样件拉托力为31N,与老状态材料33N相当(见图6)。

图6 新老状态拔出力对比
然后委托上海普尼测试进行耐化学性、耐合成汗液、内饰耐刮擦、光照色牢度、耐潮湿、高低温令热循环等测试 (见表3)。
表3 耐久测试结果
|
测试项目
|
测试标准
|
测试结果
|
|
耐化学性
|
参考CVTC 54117-2013和委托单位要求
|
试样未出现软化、隆起、变色现象
|
|
耐合成汗液性
|
参考CVTC 54087-2013和委托单位要求
|
试样表面无明显变化
|
|
内饰材料耐刮擦
|
参考CVTC 52021-2014、CVTC 54115-2013
和dL≤2.0
|
dL= 0.97
|
|
光照色牢度
|
参考CVTC 52021-2014、CVTC 52031-2012和色差△E≤3.0或灰度等级≥4
|
测试后,均无渗出物、黑斑、不良颜色变化、不良光泽变化;灰度等级均为4-5级
|
|
冷存放测试
|
①从25°C以1°C/min的速率经过65min至-40°C,并驻留28h
②从-40°C以1°C/min的速率经过65min恢复至25°C
|
测试后,产品无起泡、起皱、颜色或表面变化及裂纹
|
表3(续)
|
耐冲击性测试
|
①从25°C以1°C/min的速率经过55min至-30°C,并驻留4h
②500g的钢球 冲击能量为2.5J
|
测试后,产品无裂纹
|
|
耐温度循环测试
|
①从23°C以2°C/min的速率经过13min至50°C,95%RH,并驻留24h
②从50°C,95%RH以2°C/min的速率经过13min至23°C,50%RH,并驻留1h
③从23°C,50%RH以2°C/min的速率经过30min至85°C,并驻留24h
④从85°C以2°C/min的速率经过30min至23°C,50%RH,并驻留1h
⑤从23°C,50%RH以2°C/min的速率经过26min至-30°C,并驻留4h
⑥从-30°C以2°C/min的速率经过26min恢复至23°C,50%RH,并驻留1h
以上为1个循环,共进行2个循环
|
测试后,样品无起泡、起皱、颜色或表面变化及裂纹,尺寸保持稳定;
|
|
耐潮湿性测试
|
①从25°C以1°C/min的速率经过25min至50°C,95%RH,并驻留168h
②从50°C,95%RH以1°C/min的速率经过25min恢复至25°C
|
测试后,产品无颜色或光泽等有害变化,外观无异常
|
|
热老化测试
|
①从25°C以1°C/min的速率经过60min至85°C,并驻留168h
②从85°C以1°C/min的速率经过60min恢复至25°C
|
测试后,样品无起泡、起皱、颜色或表面变化及裂纹;试验后目测样件无明显影响装配的尺寸变化,
|
上述实验结果表明,新开发的PP+POE-T10材料制作的样件均满足CVTC企业标准要求。
3 总结
- 下一篇:德国M十P国际公司北京代表处秋季招聘
- 上一篇:智能网联汽车测试认证急需“国家标准”



最新资讯
-
大卓智能端到端直播实测,16公里复杂路段挑
2025-04-25 17:16
-
《汽车轮胎耐撞击性能试验方法-车辆法》等
2025-04-25 11:45
-
“真实”而精确的能量流测试:电动汽车能效
2025-04-25 11:44
-
GRAS助力中国高校科研升级
2025-04-25 10:25
-
梅赛德斯-AMG使用VI-CarRealTime开发其控制
2025-04-25 10:21
