




 广告
广告





















































汽车塑料件耐刮擦性能测试方法概述


刮擦试验是汽车塑料内外饰表面质量控制的常规项目,因汽车内外饰塑料零件所处的环境不同,部位不同,种类不同,形成了各种刮擦测试方法,塑料制造工业和汽车工业都在积极寻找更好的测试和表征高分子材料的耐刮擦性能的方法。本文主要阐述了五指刮擦实验法、硬度试验笔刮擦法、网格刮擦实验法、摩擦色牢度刮擦法等塑料生产厂商及汽车厂商常用的耐刮擦性测试方法,并阐述了影响测试结果的关键技术因素及评价方法。

一、五指刮擦测试方法
五指刮擦试验即以五个金属手指状的刮擦头在不同载荷下划过材料表面形成刮痕,目视比较划痕的可见度。试验装备主要包括试验台、刮擦杆、刮擦头、砝码、驱动五部分。实验前先将样品固定在试验台上,刮擦杆的一顶端固定碳化钨制材质的高度抛光刮擦头,直径为1mm或7mm,刮擦杆另一端固定砝码,根据样品尺寸及测试需求确定刮擦杆的安装位置、数量和负载,刮擦距离一般设定为100mm~200mm,刮擦速度为100mm/s。
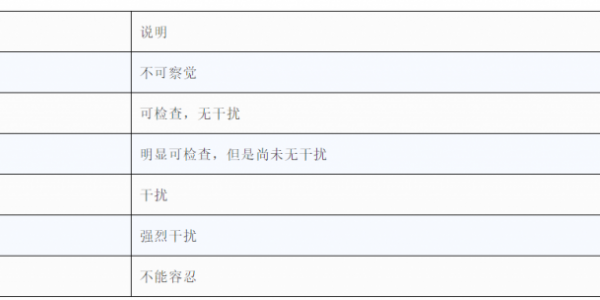
测试完成后,要求在光线充足的环境下,通常为明亮的北方天空日光或D65标准光源,目测划痕,可通过改变样品与观察者的角度使划伤线以最清晰可见的角度呈现。评价时排除划痕起点和终点两端各10%的范围,即仅取中部80%的范围为有效评价区域。尽管五指刮擦测试方法简单,仍有一些需要引起注意的事项如:1)样品表面平整,有效保证各处受力均匀;2)试验开始前将悬空的刮擦头轻轻放下,否则刮擦头可能会在砝码的作用下在起点处形成凹痕;3)若样品尺寸小于测试行程,需要在刮擦头超出样品边缘后及时将其抬起至悬空状态,避免刮擦头与金属台面接触而受到损伤。

二、硬度试验笔刮擦测试方法
硬度试验笔主要包括笔杆、弹簧、刮擦头、压力调节滑块等,测试过程中可更换不同规格的弹簧达到所需的压力范围,刮擦头一般为半球形尖端,直径有1mm,0.75mm,0.5mm等。测试前安装符合要求的刮擦头、弹簧,将压力调节块定位到要求的压力刻度,例如10N或其它规定值,然后手握试验笔垂直于试验样品表面,将刮擦头压入到与笔杆前端口平齐或规定的深度,在样品表面划行一定距离,如100mm。一般采用目视法评价样品表面划痕,可根据相应标准对划痕进行评级。硬度试验笔刮擦测试基本原理同五指刮擦类似,优点是设备更为简单,便于携带,可以在任何时间、地点进行快速直接的测试,同时可根据需要设定任意力值,因此硬度试验笔刮擦法更适合应用于生产现场的质量控制,但是该方法也存在不可规避的缺陷,即手动操作过程中存在人为因素的影响,刮擦速度不可控。
硬度试验笔刮擦试验评价方法同五指刮擦测试评价方法一致。

三、网格刮擦测试方法
网格刮擦试验是以固定载荷及间距在材料表面划网格,测定刮痕处的颜色变化,用发白程度来表征材料的耐刮擦性能。目前各材料厂商及汽车厂商广泛采用仪力信十字形切口试验机完成材料耐刮擦性能测试。刮擦头为球形尖端,直径1mm,通过杠杆在刮擦头上面施加规定的载荷,如5N、10N、15N、20N等。以北美某汽车公司内饰塑料零件耐划伤测试标准GMW14688为例说明网格刮擦测试方法:仪器的自动引导刮擦头运动,速度1000mm/min,划痕间距2mm,长度为40mm,一个方向至少刮擦20道划痕,之后将样品旋转90度,在垂直的方向重复上述过程,最终形成纵横交错状网格痕刮擦。通过测色仪测试划伤前和划伤后的L值(L反应颜色的深浅),计算AL*,AL*值越大说明刮擦后颜色发白越明显,材料的耐刮擦效果越差。测试结果采用仪器测量法进行评价更客观,目前网格刮擦实验法己得到广泛的应用。
刮擦头状态及负载是影响刮擦测试的关键因素。笔者分别使用新刮擦头和己使用20000次的刮擦头对同一车用聚丙烯塑料进行网格刮擦实验,说明刮擦头状态对网格刮擦测试结果的影响。表1所示是按照标准GMW14688在10N负载进行网格刮擦测试的结果,发现使用新的刮擦头时AL*无明显变化,即材料没有发白的现象,但使用20000次的刮擦头得到的结果是AL*值明显偏大,分析原因为刮擦头在使用一定次数后球形尖端摩损严重,尺寸和形状可能已经发生了变化,不能满足测试要求。所以,在测试过程中需记录刮擦头的使用次数并及时检查刮擦头的尺寸和形状,在不能满足要求时进行更换。
网格刮擦测试通过杠杆方式加载载荷,需要定期调整杠杆的平衡,更换刮擦头之后也需要重新调整杠杆的平衡,保证加载至材料表面的力值符合要求。测试过程中需要根据材料性能选择合适的载荷,因为负载决定刮擦测试的严酷等级,过大或过小都不能有效表征材料耐刮擦性能的优劣。表2数据是同一牌号车用聚丙烯材料在10N、15N、20N三种负载下的测试结果,由表2可以看出,10N载荷下材料的L基本没有变化,材料没有发白的现象,20N负载时L由28.47升高至32.39,AL*高达3.92,材料表面出现明显发白现象。由此可知,在进行网格刮擦测试时选择合适的载荷非常重要。

四、摩擦色牢度刮擦测试方法
摩擦色牢度测试是纺织品最基本的色牢度考核指标,试验方法是将干摩擦布和湿摩擦布在一定的载荷下与着色纺织品进行摩擦,然后参照沾色灰度卡对摩擦布的沾色程度进行评级,其中五级最好,一级最差。摩擦色牢度测试方法简便,但应用范围日益广泛,很多汽车厂商将该方法并将其应用到塑料制品耐刮擦性能的测试中,并建立了相应的测试标准。以法国某汽车厂商的测试标准D451010为例对车用内外饰塑料零件的耐刮擦测试方法进行说明,具体参数如表3所示。标准中明确规定了摩擦头、载荷、速度等各关键参数,除干态摩擦外还规定了在水、酒精、肥皂水和汽油等液体存在的情况下进行的湿态摩擦色牢度测试方法,即首先在标准摩擦布上浸渍不同种类的液体再进行摩擦色牢度测试。湿态摩擦可以更好的模拟塑料零件在受到液体影响时的摩擦磨损情况,例如蒸馏水湿态摩擦可模拟雨雪天气情况下塑料外饰件的耐刮擦性能,肥皂水摩擦可模拟在清洗车辆过程中塑料零件受到的摩擦磨损情况。湿态摩擦色牢度测试法弥补了其他类型耐刮擦测方法的不足,强化了液体对材料耐刮擦性能的影响。塑料制品测试后的评价包括两个部分,分别是摩擦布的沾色评级和材料表面状态评价,而后者是评价的重点内容,使用色差计及光泽度计测量材料受试前后颜色变化和光泽度变化,同时可以采用变色灰卡对测试后样品给予评级,五级最优,一级最差。
在进行湿态摩擦色牢度刮擦测试时应严格按照要求取出规定体积的液体作用于标准摩擦布,对于酒精、汽油等易挥发液体,建议将标准摩擦布固定在摩擦头上之后再进行浸渍,避免液体的过度挥发影响试验结果。

五、其他刮擦测试方法
回形针刮擦法,刮擦头为回形针,样品尺寸一般为152mmx152mm,负载为O.75kg,测试时将试样放置在测试装置的底板上,4个边缘分别与底板平行,释放装有载荷的回形针,以稳定的速度慢慢拉动样品进行刮擦,刮擦痕迹平行于样品边缘,滑动距离至少为100mm,可用直尺引导样品以保证刮擦痕与样品边缘相平行,同时可以记录划痕距离。完成一个方向的刮擦后将样品旋转90度,沿着另一边缘拉动样品直至4个方向全部划完。采用目视法评价样品划伤程度。
TABER摩擦试验仪刮擦法,分为直线型往复刮擦测试法和圆周型摩擦试验法,可根据需要配置不同的刮擦头,并且载荷和速度可调,整个测试过程设备自动运行,测试的重复性和再现性较理想。
结论
车用塑料零件的耐刮擦性能的测试方法众多,刮擦头、负载、样品与刮擦头相对运动状态等是决定测试方法的关键技术要素,评价塑料耐刮擦性的方法分为目视法及仪器测量法。五指刮擦试验法及硬度试验笔刮擦法测试原理及评价方法相似,五指刮擦试验法仪器化更强,测试速度可控,试验重复性和再现性更强,而硬度试验笔刮擦测试更便捷,适用于生产现场的快速测试;网格刮擦实验法使用电动划格试验仪,整个测试过程仪器自动运行,形成网格状刮擦痕迹,使用色差仪测量材料刮擦后的发白程度,测试结果更为客观;摩擦色牢度刮擦法将纺织品色牢度测试成功应用到塑料零件耐摩擦测试中,湿态摩擦可快速测定在不同液体存在的情况下塑料零件的耐摩擦性能,弥补了其它耐刮擦测试方法的不足,可以更好的模拟实际应用。



最新资讯
-
全国汽车标准化技术委员会汽车节能分技术委
2025-04-18 17:34
-
我国联合牵头由DC/DC变换器供电的低压电气
2025-04-18 17:33
-
中国汽研牵头的首个ITU-T国际标准正式立项
2025-04-18 17:32
-
为什么要进行汽车以太网接收测试?汽车以太
2025-04-18 17:26
-
产品手册下载 | NI 全新USB数据采集-NI mio
2025-04-18 16:39
